Количество вспомогательных рабочих (рабочие по приготовлению лакокрасочных материалов, по раздаче краски, кладовщики, транспортные рабочие и др.) определяется в процентном отношении от числа производственных рабочих и принимается от 26 до 48 %. Большие проценты нужно брать, если количество производственных рабочих на участке равно или менее 50 чел.
Количество ИТР принимается равным 10¸12 %, служащие (счетно-конторский персонал) - 1¸2 % и младший обслуживающий персонал – 1 % от общего количества рабочих (производственных и вспомогательных) на участке.
При планировке оборудование размещается по технологическому процессу с соблюдением норм расстояний:
- между колоннами и агрегатами подготовки поверхности, окраски и сушки – 1000-1200 мм;
- между колоннами и агрегатами, при размещении между ними рабочего места – 2000 мм;
- между соседними рядами оборудования – 1200-1500 мм;
- между соседними рядами оборудования при размещении рабочих мест – 1800-2000 мм;
- то же при размещении 2-х рабочих мест – 2000-2500 мм;
- между окрасочной сушильной камерами в одной технологической линией – 2000-3000 мм;
- между сушильной камерой и соседним рядом оборудования – 2500-2800 мм;
- при расположении между ними шкафов автоматики – 1000- 1200 мм.
Ширина проездов между поточными линиями или рядами оборудования при одностороннем движении принимается равной 2,0 – 2,5 м. Ширина магистрального проезда участка 3,0¸4,0 м. При наличии подвесного конвейера в проезде ширина последнего увеличивается на 0,4 м. Окрасочные участки часто размещаются в одном производственном здании со сборочными и другими цехами. В этом случае окрасочные участки располагаются у наружной стены здания с оконными проемами, верхним фонарем и изолируются от других цехов несгораемыми перегородками (стенами).
На ремонтных предприятиях рабочие места по окраске отдельных сборочных единиц часто размещаются на участках сборки, рис. 34.
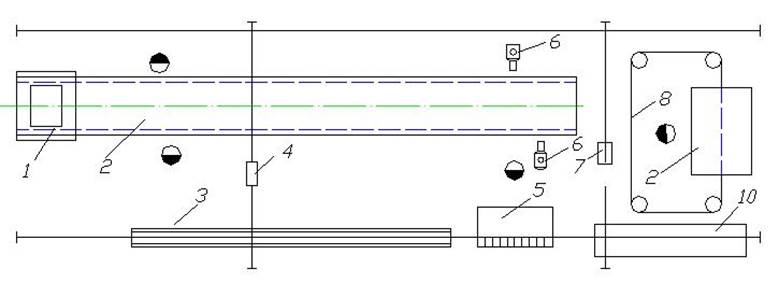
Рис. 34. Технологическая планировка поточной линии сборки и окраски передних мостов автомобилей:
1 – накопитель подсобранных балок; 2 – конвейер сборки передних мостов (6101-12); 3 – наклонная эстакада накопления барабанов со ступицами (6101-20); 4 и 7 – кран-балки подвесные 1 т; 5 – слесарный сборочный верстак; 6 – гайковерты постов установки ступиц с барабанами в сборе); 8 – подвесной конвейер камеры окраски (6201-19); 9 – окрасочная камера (6201-4); 10 – накопитель собранных мостов
Из рис. 34 видно, что окраска передних мостов является завершающей операцией ремонта переднего моста: мосты с накопителя 10 подвешиваются на конвейер 8 и подаются в окрасочную камеру 9 проходного типа.
Краскоприготовительные и краскораздаточные отделения должны располагаться в отдельных помещениях с несгораемыми ограждениями у наружной стены и иметь свой выход.
Транспортировка краски и др. материалов осуществляется напольным транспортом. При большом расходе ЛКМ (200¸250 кг за смену) транспортирование их осуществляется трубопроводами, проложенными в каналах ниже уровня пола.
В зависимости от размеров окрашиваемых изделий и технологического оборудования малярные участки размещаются в пролетах шириной 18,24 и 30 м и высотой 6; 7,2; 8,4; 10,8 и 12,6 м. Пролеты шириной 24 и 30 м и высотой 10,8 и 12,6 м, предназначены для окраски изделий с массой 5т и более.
В качестве технологического транспорта на участках окраски рекомендуются подвесные конвейеры, обеспечивающие транспортирование деталей и изделий различной массы и размеров.
Для транспортирования изделий и сборочных единиц большой массы (двигатели, редукторы, мосты и т.д.) применяются горизонтально-замкнутые тележечные напольные конвейеры.
Перевозка мелких деталей и сборочных единиц осуществляется в унифицированной таре электрокарами и электропогрузчиками.
5.2.6. Отделение ремонта электрооборудования
Здесь производятся разборочно-сборочные работы, контрольно-регулировочные операции и испытание приборов электрооборудования машин.
Распределение трудоемкости по видам работ можно принять следующее:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.