На этом участке выполняется слесарная обработка деталей ремонтируемых изделий, приспособлений, режущих, мерительных инструментов, штампов и пресс форм и др. Здесь выполняются типичные методы (операции) слесарной обработки: рубка, опиливание, сверление, правка, шабрение, лекальные работы, притирка и др.
Основным оборудованием являются слесарные верстаки. Верстаки выпускаются двух типов: на одно рабочее место; на два рабочих места.
Типичным представителем верстаков рассчитанных на одного слесаря, является слесарный верстак модели ОРГ-1468-01-070.
Количество верстаков на участке принимается равным количеству слесарей, работающих в наиболее многочисленную смену, т.е.
![]() , где Аяс
– явочное количество слесарей, работающих в наиболее многочисленную смену, чел.
, где Аяс
– явочное количество слесарей, работающих в наиболее многочисленную смену, чел.
Количество слесарей рассчитывается по трудоемкости слесарных работ за расчетный период
 .
(57)
.
(57)
где Тсл – трудоемкость слесарных работ, учитывающих ремонт изделий, изготовление запасных частей, изготовление и ремонт технологической оснастки и др., чел×ч.
Если не известна трудоемкость слесарных работ, то укрупненно количество слесарей можно принимать равным 5¸7 % от числа станочников механического цеха.
В качестве дополнительного оборудования на слесарном участке монтируются: гильотиновые ножницы, сверлильный и заточной станки, прессы реечные и гидравлические для сборки (разборки) неподвижных сопряжений, плиты поверочные и разметочные различных классов точности, стеллажами для деталей и сборочных единиц и др.
Количество вспомогательного оборудования не рассчитывается и принимается технологическим комплектом.
При планировке оборудования возможны следующие схемы размещения верстаков:
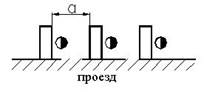
- в ряд по фронту с ориентацией тыльной стороны верстака к проезду, к стене, рис. 41, а;
- по фронту с ориентацией лицевой стороны верстака к проезду, к стене, рис. 41, б;
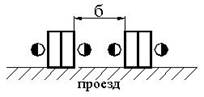
- расположение верстаков «парами» с ориентацией боковыми сторонами к проезду, рис. 41, в;
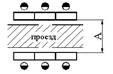
- расположение верстаков «в затылок», рис. 41г.
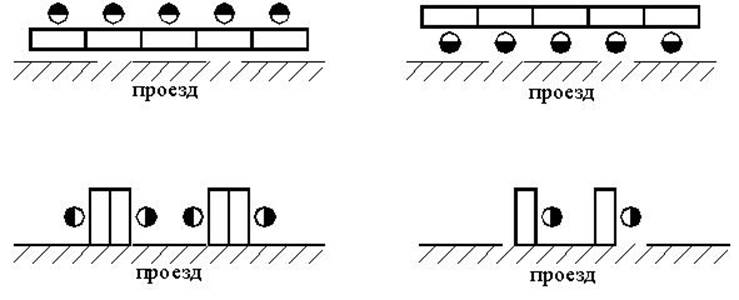
Рис. 41. Схема расположения верстаков на слесарном участке
Таблица 54
Схема расположения верстаков на слесарном участке
|
Расположение верстаков |
Норма расстояния, мм |
Эскиз |
|
«В затылок», а |
1000 |
|
|
«Попарно» по фронту, б |
2000 |
|
|
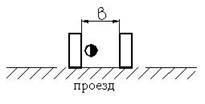
Верстаки и собираемые изделия, в |
1200 |
|
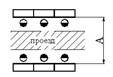
Рекомендации по размерам проходов и проездов на слесарном участке, приведенные в табл.55, сформулированы с учетом того, что здесь используются подвесные крап балки и штатный напольный транспорт.
Таблица 55
Нормы ширины проходов и проездов на слесарном участке
|
Расположение проездов, проходов |
Характер движения в проезде |
Ширина проезда (мм) при способе транспортирования |
Схема размещения проезда |
|||
|
руч. тележками в таре шириной до 400 мм |
руч. тележками шириной до 700 мм |
Электрокарами, шириной 1200 мм |
||||
|
Между тыльными сторонами верстаков |
Одностороннее Двустороннее |
2200 3200 |
2500 3500 |
3000 4000 |
|
|
|
Между двумя фронтами верстаков |
Одностороннее |
3600 |
4000 |
4000 |
|
|
|
Между боковыми сторонами верстаков |
Одностороннее Двустороннее |
2200 3200 |
2500 3500 |
3000 4000 |
|
|
Рабочие места и оборудование для лекальных и доводочных работ размещают в изолированном от остальной части участка помещении. Слесарный участок следует располагать в наиболее освещенной части здания, т.е. у наружных стен.
5.3.4. Кузнечно –термический участок
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.