Круглые плашки используют главным образом для нарезания резьб на заготовках из цветных металлов, а также для нарезания резьб малых диаметров (до 3 мм). их изготовляют разрезными (регулированными по диаметру), и неразрезными. Неразрезные плашки более надежные и обеспечивают получение более правильной и чистой резьбы чем разрезные.
При нарезании внешней (внутренней) резьбы на заготовках из вяжущих металлов происходит «поднятие нити» (вспучування металла), т.е. внешний диаметр резьбы кое-что увеличивается в сравнении с начальным диаметром заготовки перед нарезанием резьбы. Тому діаметр заготовки под резьбу делают на 0,1-0,2 мм меньше внешнего диаметра резьбы. При нарезании резьбы круглыми плашками на станках их устанавливают в патроны, которые выключаются от упора. Плашку закрепляют тремя винтами. Патрон подают на заготовку вручную до тех пор, пока резьба не захватит и не поведет плашку, после чего происходит самозатягивание.
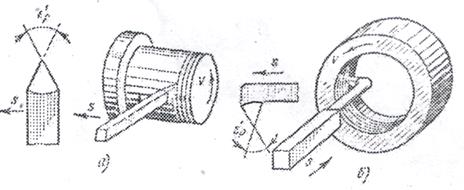
Для нарезания резьбы на револьверных станках используют трубчатые плашки (рис. 117), что работают значительно лучше обычных круглых плашек вследствие свободного удаления стружки, удобства заточения режущих кромок, надежного центрирования плашки в патроне и возможности регулирования размера с помощью стягивающего кольца. Нарезание внешнего резьбы на сверлильных, револьверных, болторезных станках и автоматах різьбонарізними (винторезными) головками есть более продуктивным и точным способом. В зависимости от расположения гребенок различают следующие типы різьбонарізних головок: с радиальным расположением гребенок для точных резьб (рис. 118, а); с тангенциальным расположением гребенок для менее точных резьб (рис, 118, б) По конструкции гребенок різьбонарізні головки могут быть с круглыми (дисковыми) (рис. 118, в) и плоскими (призматическими) гребенками (рис. 118, а, б).
Изготовляют різьбонарізні головки, которые самоприоткрываются; в них в конце процесса нарезания резальный инструмент выходит из зацепление с резьбой без вывинчивания головки и быстро возвращается в исходное положение.
Резьбовые резцы и гребенкиприменяют при нарезании особенно точных внешних резьб (для резьбовых калибров), особенно ответственных резьб, а также при чистовом нарезании точных ходовых трапецієвидних и прямоугольных резьб.
Для нарезания внешних резьб применяют резьбовые резцы стержневые, призматические, а также круглые(рис. 119). Профиль резьбового резца представляет собой профиль впадины между двумя соседними витками резьбы. При чистовом нарезании передний угол резцов равный нулю, который обеспечивает точность профиля, а при черновому - от 5 до 20 для облегчения резания (для твердых сталей берут меньшие значения углов, а для вяжущих сталей - большие значения). Нарезание резьбовыми резцами является малопродуктивной операцией, так как необходимо сделать большое число рабочих ходов. Різьбонарізні гребенки представляют собой как бы несколько резьбовых резцов, соединенных вместе в ряд (от 2 до 8). Гребенки имеют режущую (приемочную) часть со срезанными зубами (обычно 2-3 зуба) и направляющую часть -другие зубы. Благодаря наличия нескольких зубьев гребенка не требует большого числа проходов, как резьбовой резец, и, итак, дает большую производительность.
Шлифование резьбы абразивными кругами(рис. 120) на різьбошліфувальних станках применяют для обработки метчиков, резьбовых фрез, резьбовых калибров, накатньїх роликов и т.п. В производстве применяют следующие основные способы шлифования резьбы:
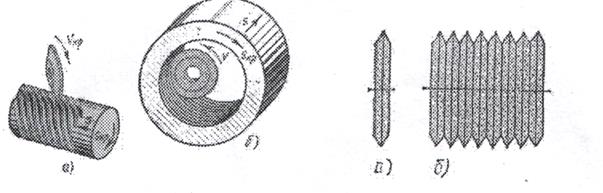
Рис.120 Рис.121
- шлифование однониточным шлифовальным кругом, профилированным соответственно профилю одной впадины резьбы(рис. 121, а). При большой глубине резания и малой окружной скорости можно шлифовать резьбы с небольшим шагом «с целого», т.е. без предыдущего прорезывания. Этот метод' разрешает получить резьбы очень высокой точности, например с погрешностью по половине угла профиля резьбы в пределах ±3;
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.