Раздел 10.ОБРАБОТКА НА МЕТАЛЛОРІЗАЛЬНИХ СТАНКАХ
Тема 10.1 Обработка на станках токарной группы. Области использования универсальных токарно-винторезных станков. Типы и конструкции патронов для закрепления деталей.
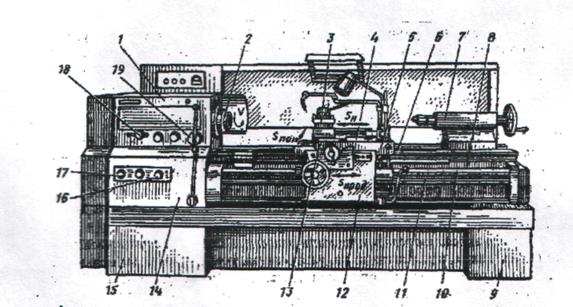
1. Токарно , токарно-винторезные и токарно-лобовые станки относятся к 6-ого типа первой группы станков по классификации ЄШМС. Например3верстать 1А616,1К62,1Г63,1А680и прочие. Токарные станки обычно отличаются от токарно-винторезных отсутствием ходового винта для нарезания резьбы резцом. Производственные возможности токарно-винторезных станков характеризуются впереди всем высотой линии центров над станиной.
Токарно-винторезный станок разрешает обтачивать любые наружные и внутренние поверхности изделий из любых машиностроительных конструкционных материалов (торцевые поверхности , конусы, цилиндры , резьбовые поверхности). Кроме того на станках возможно сверлить, зенкеровать отверстия, накатывать рифление , разрезать заготовки и т.д. станки имеют широкие технологические возможности.
Револьверные станки используют в условиях серийного производства для обработки таких деталей ,как фланцы, барабаны ,шкивы, крышки и др. В процессе обработки заготовка может подвергаться обтачиванию , резанию, сверлению и нарезанию внутренней и внешней резьбы.
Карусельные станки применяют в единичном и серийном производстве для обработки крупногабаритных летах и сварных заготовок невозможно обрабатывать на обычных токарных станках.
Московский станкостроительный завод " Красный пролетарий " выпускает станок 16К20 нормальной точности (см.рис.83).
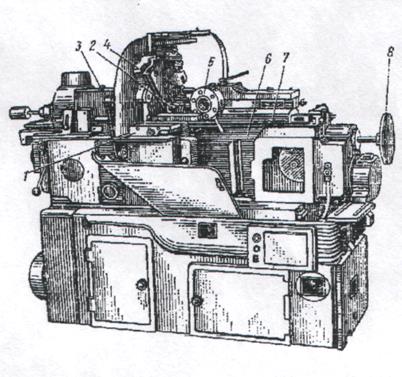
Подобно другим станкам токарной группы, револьверные станки (см.рис,84)
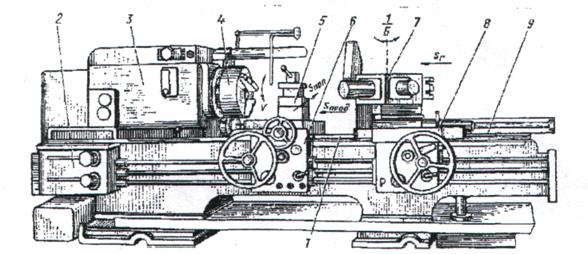
имеют вращательное движение резания , поступательное или вращательное движение подачи.
Револьверные станки используют в условиях серийного производства для обработки таких деталей ,как фланш, барабаны,крышки и др. В процессе обработки заготовка может подвергатися обточенню ,подрезанию,сверлінню и нарезанию внутренней и внешней резьб.
Револьверные станки относятся до 3 типа станков 1 группы .
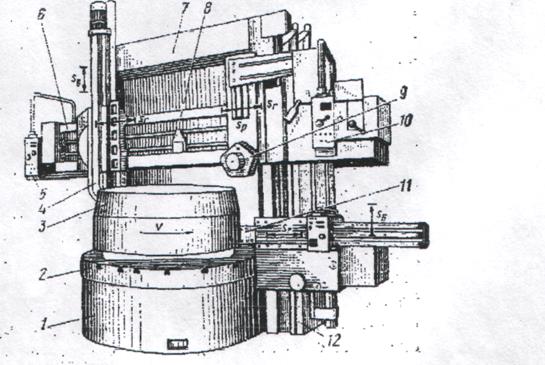
Карусельные станки (см.рис.85) есть 5 типом станков токарной группы (модели 1Д502 , 1Б502,1508 ,1512 и др.) ,а лбу - 6 типом (модели 1Н692 и др.).Размеры карусельных станков характеризуются диаметром стола, вращающего относительно вертикальной оси ,а лобовые станки - наибольшим диаметром изделия.
Оба типа станков имеют одинаковое назначение: токарную обработку заготовок с большим диаметром и малой длиной. Карусельные станки бывают одностойные и двухстойные. Последние назначение для обработки заготовок диаметром более чем 1000 мм. Характерным внешним признаком карусельных станков есть вращающий относительно вертикальной вехе стол.
Карусельные станки применяют в единичном и серийном производстве для обработки крупногабаритных литых и сварных заготовок невозможно обрабатывать на обычных токарных станках.
Токарные автоматы и полуавтоматы.
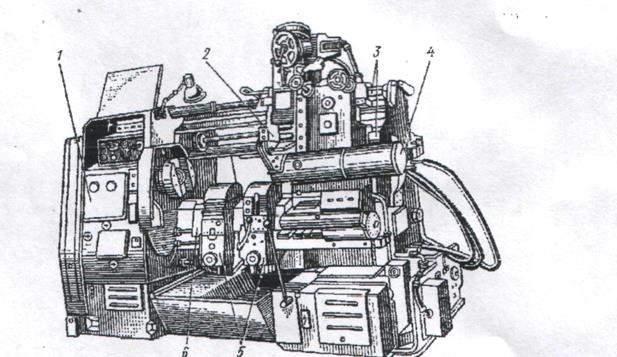
Верстать токарной группы, работая в автоматическом и полуавтоматическом режимах, предназначенные для обработки разных поверхностей тел обращения из искусственных или прутковых заготовок. Применяется концентрация обработки несколькими инструментами одновременно: двумя резцами резцом и сверлением и др.
Одношпиндельные автоматы и полуавтоматы (см.рис.86) относят по классификации ЄНІМС до 1 типа ,а многошпиндельные- до 2 типа станков первой группы.
Автоматом называется самоуправляющая рабочая машина, которая самостоятельно ,без помощи человека выполняет все действия рабочего пиклу и нуждается в лишь наладку для выполнения заданного технологического процесса и в периодическом контроле.
Токарные автоматы и полуавтомати классифицируют по ряду признаков: степени универсальности ,расположение шпинделей и их числу, вида заготовки и др. По виду заготовки: патронные и прутку.
За количеством шпинделей: одно- и многошпиндельные автоматы и полуавтомати с горизонтальным и вертикальным расположениям шпинделя.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.