За характером виконувальної работы автоматы разделяют на:
- автоматы ,яю выполняют фасоно-відрізні работы;
- автоматы ,которые выполняют фасоно-продольні работы ;
- автоматы ,которые выполняют токарно-револьверные работы . Фасоно-відрізні автоматы обрабатывают вращающую заготовку резцами , перемещаясь по радиусу заготовки.
Фасоно-продольні автоматы обтачивают вращающую и поступательно рухаючу заготовку резцами , перемещаясь по радиусу. Револьверная обработка вращающего прутка проводится последовательно рядом инструментов, закрепленных в револьверной головке.
2. Принадлежности токарных и токарно-винторезных станков делятся на универсальные и специальные и назначении для закрепления на станке инструмента или заготовки. Резш обычно не нуждаются в для закрепления в держателе каких-нибудь вспомогательных инструментов,
Для фасонных резців используются державки , которыми не только затискаем резець ,а и регулируется положение его базовой точки или линии относительно линии центров. Указанные вспомогательные инструменты яляються специальными (нестандартными).
Для. закрепление заготовок и их обработки применяют универсальные принадлежности такие как : центридіатрони и специальные втулки. Заготовки, в которых длина больше трех диаметров могут устанавливаться на центры.
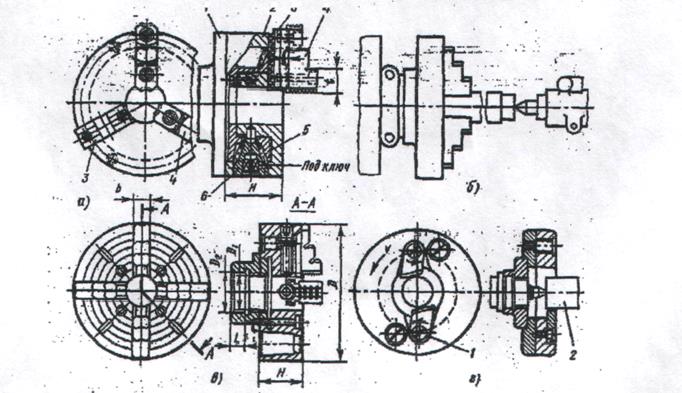
Наиболее широкое применение после центров имеют самоцентрируя тр-кулачковые патроны для закрепления заготовок (рис. 87,а). Переходной фланец 1 патрона соединен с корпусом 2 , внутри которого три малых конических колеса 6, расположенные под углом 120' один до одного, и большое коническое колесо 5. Обращение квадратным ключом дорогого с трех колес бы приводит к движению колесо 5. На его правом торце находится спиральная канавка ,а на основе Из кулачка 4 соответствующие ей выступления и впадины. При повороте ключом колеса 6 все три кулачка перемещаются к вехе или от вехе обращения .
ЕСТЬ и другие конструкции трьохкулачкових самоцентруючих патронов. При длине до трех диаметров обработка ведется при консольном закреплении заготовки, а при большей ее длине - с поддержкой центром задней бабки (рис.87,б). Для установления несимметричных заготовок применяют четырех-кулачку патроїш,планшайбу, а также кутники.
Чотирьохкулачковий патрон не обладае свойством автоматического центрирования заготовки , так как каждый с четырех кулачків перемещается независимо (рис.87в). Но такой патрон разрешает установить заготовки трудной формы так, чтобы ось обрабатываемой поверхности располагались на вехе обращения шпинделя. Если заготовку невозможно закрепить и в такой патрондї обрабатывают на планшайбе или кутнику.
РЕВОЛЬВЕРНЫЕ СТАНКИ
Назначение, классификация и область применения.
Подобно другим станкам токарной группы, револьверные (или, целиком, токарно-револьверные) станки манит вращательное движение резания, которое сообщается обрабатываемой заготовке, и поступательное или вращательное движение подачи, которая сообщается резальному инструменту. Подача может быть круговой 8,ф, продольной 8пр0д или поперечной 8ЦОп и осуществляться перемещением револьверной головки, поперечных или суппортов револьверного суппорта станка.
Револьверные станки применяют в условиях серийного производства для обработки таких деталей, как фланцы, барабаны, шкивы, крышки, поршне и т.д. с искусственных заготовок, полученных отливкой, или штампованием кукованием, или из прутка круглого, шестигранного или квадратного сечения. В процессе обработки заготовка может подвергаться обтачиванию, подрезанию, сверлению, растачиванию, развертыванию, нарезанию внешней и внутренней резьб и т.д. Специальными технологическими приемами, в частности групповой обработкой, расширяют область рационального применения револьверных станков в условиях единичного и мелкосерийного производства.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.