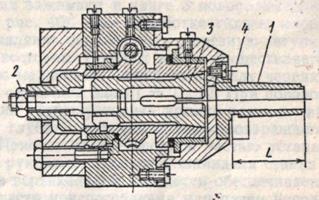
Рис.32
Окончательную обработку відтинаючих кромок в гильзах делают на токарных станках с применением розточних резцов, оснащенных пластинками из твердого сплава. Особых технологических трудностей вызывает обработка кольцевых виточок в гильзах, которые имеют внутренний диаметр 5-10 гг. При обработке канавок в таких гильзах наблюдается сильное отжимание резца, вибрация, которая приводит к нестабильным размерам ширины канавки и расстояния между ними, хвилястість відтинаючих кромок и их не перпендикулярность к оси гильзы.
Для увеличения твердости резца и направления его по отверстию обрабатываемой гильзы, для введения резца в виточку и вывода ее после обработки в приспособлении мается эксцентриковая втулка 1, сквозь которую проходит хвостовик резца. При введении в гильзу и вывода ее резец занимает такое положение, которое его головка не выходит за пределы внешней поверхности эксцентриковой втулки (на рис. 33 это положение резца заштриховано).
Ширина рабочей кромки твердосплавного резца равняется ширине виточки. Хвостовик резца затискают в цанге 3 поворотом гайки затяжного винта 2. При обработке гильзы малого диаметра в цашу вставляют переходную разрезную втулку, в которой содержится хвостовик. Поворот резца осуществляется путем обращения вручную маховичка, который сидит на кала червяка. Передаточное отношение червячной пары и = 1:12. При повороте червячного колеса на один оборот режущей
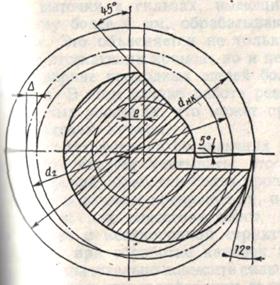
Рис. 33 Графический способ определения размеров эксцентриковой втулки кромки резца плавно порежется на необходимую глубину виточки и потом возвращается в исходное положение.
Приспособление опорной частью устанавливается с помощью его рукоятки. Соосность шпинделя станка и эксцентриковой втулки в вертикальной плоскости обеспечивается подшліфовкой опорной части или приспособление путем использования набора прокладок. Для достижения параллельности осей шпинделя и эксцентриковой втулки шпиндель вводят в изделие и после этого приспособления закрепляют рукояткой різцетримача Обработку начинают из наиболее изъятой канавки в золотниковой гильзе. Длина эксцентриковой втулки должна равнять расстоянию обрабатываемой канавки от торца гильзы.
Торец гильзы должен быть строго перпендикулярен к оси отверстия гильзы, так как он е опорой для эксцентриковой втулки.
При расточке следующих канавок на эксцентриковой втулку устанавливают размерные втулки 4.
Предыдущую проточку кольцевых канавок делают к термообработке обычными расточными резцами с оставлением припуска на каждую кромку 0,15-0,2 мм. После термообработки вырабатывается окончательная обработка кольцевых канавок однокромочними резцами с помощью того же приспособление.
Обработку однокромочньїми резцами начинают с наиболее изъятого виточки, а расточка следующих канавок делают с применением размерной втулки. Для этого необходимо инструмент вывести из обрабатываемого отверстия, установить мерную втулку и начать расточка следующей канавки. Поэтому в случае, когда гильза выполнена с двумя кольцевыми виточками, применяют двухкромочні твердосплавные резцы, которые разрешают за один оборот вокруг своей оси обрабатывать обеих виточки.
Обработка с применением абразивного инструмента. Кольцевые виточки в гильзах, которые имеют твердость более НК.С 50 и ширину более 4 мм, обрабатывают с применением абразивного круга. Это підрозумівається не только требованием повышения чистоты отсекая кромок, но и нецелесообразностью применения при ширине проходных щелей более 4 мм широких канавочных резцов. В этом случае робота резцов проходит в более неблагоприятных условиях, который может привести к ухудшению качества відтинаючих кромок.
При шлифовании відтинаючих кромок, с целью повышения их качества следует учитывать, что после термической и химико-термической обработки гильз происходят соответствующие структурные и фазовые преобразования, которые приводят к объемным изменениям и как следствие этого, к возникновению напряжений в местах с неоднородной структурой. Значительное выделение теплоты при обработке канавок может вызвать местные напряжения, значительно повысить силы, затрачиваемые на шлифование.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.