Для подач частей круглошліфувальних станков также широко используют гидравлические устройства. Возвратно-поступательное перемещение стола вырабатывается с помощью гидроцилиндра и поршня. Управление ими происходит по помощи устройств, которые переключаются самым столом в его крайних положениях. Гидравлические механизмы используют также для периодической подачи шлифовальной бабки. Применение таких механизмов обеспечивает бесступенчатое регулирование подачи. В новых шлифовальных станках с программным управлением подача может осуществляться с помощью шагового двигателя. Круговая подача 8кр заготовки происходит по помощи специального электродвигателя с бесступенчатым регулированием благодаря изменению электрического сопротивления.
Обращение шлифовального круга обеспечивается клиноременной передачей. При сносе круга и уменьшении его диаметра используют другую пару шкивов, и частота обращения круга увеличивается. Вместе с тем круглошлифовальные станки могут иметь бесступенчатое регулирование частоты обращения шпинделя круга. Станки имеют высокую степень автоматизации. Так, автоматически вырабатываются подачи стола, шлифовального круга (за каждый одинарный ход стола), исправление круга и компенсация его сноса, изменение скорости отвода и подведение шлифовальной бабки.
Оснащение шлифовальных станков системами программного управления дает возможность создавать разнообразные вариации технологических параметров во время обработки. Так, один из циклов обработки на круглошліфувальному станке состоит из следующих этапов: установка заготовки, пуск станка, быстрое подведение круга, замедление подведения круга ко встрече с заготовкой, врезание круга, который установился, снятие металла, чистовое шлифование, отвод круга, снятие заготовки. Последовательность этапов может быть легко измененная.
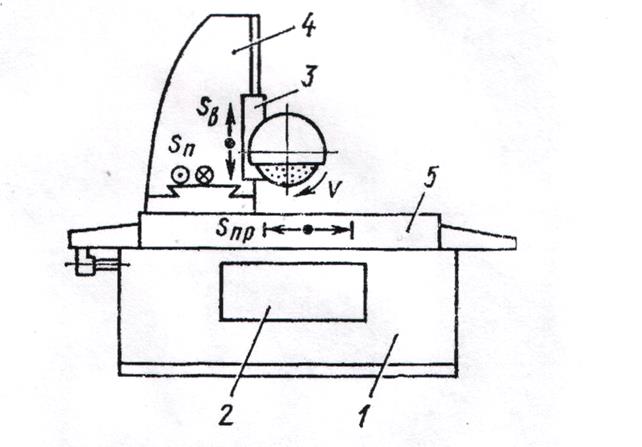
Рис. 111. Общий вид плоскошліфувального станка с прямоугольным столом:
1 -- станина; 2 - привод станка; 3 - - шлифовальная бабка; 4 - стойка;
5 — стол
Шлифование плоских поверхностей на плоскошліфувальному станке с прямоугольным столом (рис. 111) вырабатывается периферией круга. Рух подачи могут осуществляться вручную и с помощью привода станка. Привод для продольного перемещения стола осуществляется с помощью гидравлического устройства поршня, цилиндров и органов управления.
Закрепление заготовок на шлифовальных станках зависит от метода шлифования. На круглошліфувальних станках шлифования ведется на центрах, расположенных на передней и задней бабках. Для повышения точности обработки центры не оборачиваются. Круговую подачу заготовки обеспечивает поводковое устройство (поводок и хомутик), что приводится в действие вращающейся планшайбой. Возможно также консольное закрепление заготовок в кулачковых патронах. При шлифовании нежестких деталей применяют люнеты. На плоскошліфувальних станках заготовки закрепляют с помощью магнитных плит, а также в зажимных приспособлениях. Возможное закрепление как единичных, так и одновременно многих заготовок. Заготовки размещают на столах, потом включают ток, и они притягиваются к магнитной плите. Станки поставляют специальными устройствами для исправления круга после его затупления, а также приспособлениями для уравновешивания круга.
Абразивный режущий инструмент
Абразивные инструменты различают по геометрической форме и размерам, типа абразивного материала, зернистости, связывание, твердости и структуре. Зерна абразивных инструментов представляют собой синтетические материалы или естественные минералы. Из естественных минералов применяют алмаз, кварц, корунд, кремень, гранат. К синтетическим материалам относятся нормальный електрокорунд (Е), белый електрокорунд (ЕБ), монокорунд (М), зеленый карбид кремния (КЗ) и черный (КЧ), карбид бора, борсиликокарбид, хромистый електрокорунд (ЕХ), титанистый електрокорунд (ЕТ). Главной особенностью абразивных материалов есть их высокая твердость.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.