На одном консольном оправлении часто устанавливают несколько стержневых резцов, который обрабатывают ступенчатые отверстия. Закрепление инструмента на консольном оправлении применяют при растачивании отверстий, около расположенных к шпинделю. Стержневыми резцами, установленными на двухопорном оправлению, растачивают два соосных отверстий (Рис. 102, в). Оправления закрепляют в шпинделе станка и в люнете задней стойки. Такое закрепление инструмента, который режет, рационально при обработке длинных или отверстий , далеко расположенных от шпинделя.
Двухлезвиные пластинчатые резцы выполняют по размеру расточенного отверстия. Пластинчатые резцы закрепляют в консольных или двухопорных оправлениях разными способами, например, можно жестко закрепить пластинчатый резец клином (рис. 102, г). Применяют также шарнирное закрепление пластинчатых резцов. Расточные блоки с вертикальным расположением оси обращения представляют собой сборную конструкцию, в которой розге 1 или пластинки твердого сплава установлены в корпусе 2 и закреплены винтами С (рис. 102, д). Резцы регулируют винтами 4 по размеру отверстия. Расточные блоки закрепляют на оправлениях.
Расточные головки также является сборной конструкцией с двумя стержневыми резцами (рис. 102, е), их устанавливают и закрепляют в любом положении по длине оправления. Головки используют для обработки торцевых поверхностей и растачивание отверстий.
Скорость резания, подачу и глубину резания при растачивании определяют по аналогии с точением. На горизонтально-расточных станках обрабатывают внутренние (цилиндрические, торцевые и резьбовые), внешние (торцевые и цилиндрические) поверхности обращения, а также плоские поверхности. Растачивание коротких и близкое расположенных к шпинделю цилиндрических поверхностей делают расточными проходными резцами, установленными на консольном оправлении (рис. 103, а).
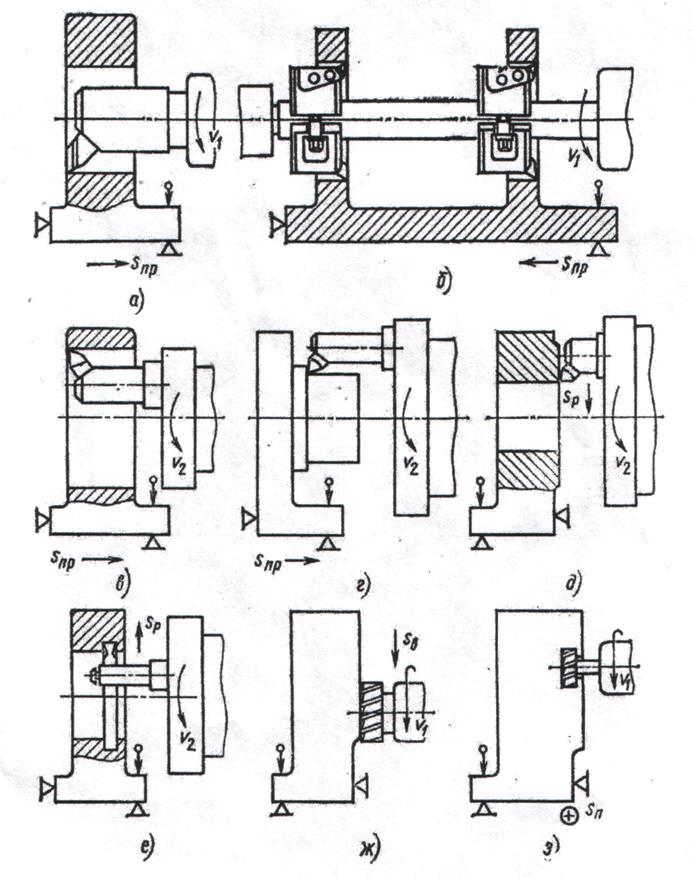
Рис. 103. Схемы обработки поверхностей на расточных станках
Можно одновременно обрабатывать два соосных отверстия большого диаметра расточными головками на двухопорном оправлении (рис. 103, б). В рассмотренных схемах вместо продольной подачи иногда применяют осевую подачу инструмента.
Внутренние цилиндрические поверхности очень большого диаметра растачивают расточным резцом, установленным на планшайбе станка в оправлении (рис. 103, б). Главное движение делает инструмент, оборачиваясь вместе с планшайбой. Аналогичным образом обрабатывают короткие внешние цилиндрические поверхности (рис. 103,г).
Внешние торцевые поверхности, внутренние канавки и другие аналогичные элементы деталей обрабатывают соответствующими резцами, закрепленными в радиальном суппорте. Резец, оборачивая, перемещается с радиальной подачей (рис. 103, д, е).Вертикальную плоскость можно фрезеровать торцевой насадною фрезой (рис. 103, же). Пазы фрезеруют соответствующими конечными фрезами, причем подачу делает или заготовка при горизонтальном положении паза (рис. 103, з), или инструмент, если паз ориентирован вертикально. При использовании специальных приспособлений и пристроил на горизонтально-расточном станке можно обрабатывать конические и фасонные поверхности. Нарезание резьбы делают резьбовыми резцами и метчиками.
Обработка заготовок на координатно - и алмазно-расточных станках имеет свои особенности. Стол 1 координатно-расточного станка (рис. 101, а) делает движение по направляющим салазкам 2, а салазки по горизонтальным направляющим станины делают соответственно продольные и поперечные установочные движения. Основным видом работ являются растачивания цилиндрических отверстий консольным оправлением.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.