Револьверные станки относятся к третьему типу станков первой (токарной) группы, которая отбивается в индексе модели: 1Г371, 1365, 1Н318, 1А340, 1А325 и др. Последние две цифры могут обозначать наибольший диаметр обрабатываемого круглого прутка. Например, в приведенных моделях 18, 25,40 и 65 мм.
Все револьверные станки разделяют: а) по виду заготовки - - на прутковые и патронные; б) по расположению оси поворота револьверной головки - - на станки с вертикальной и горизонтальной продольной осью головки; в) по числу гнезд в головке для размещения инструментов - на 4-, 6-, 16-позиционные; г) по степени автоматизации -на обычные, станки и полуавтоматы. Внешним признаком токарно-револьверных станков является наличие головки на револьверном суппорте (круглой или шестигранный), поперечного суппорта и отсутствие задней бабки.
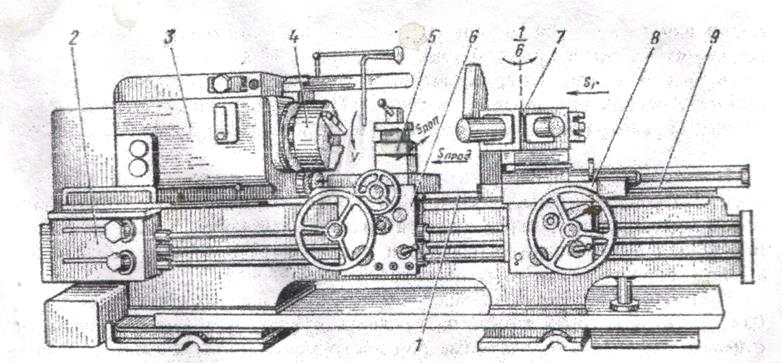
Мол. 88. Токарно-револьверный станок:
І - станина с направляющими; 2 - коробка подач суппортов; 3 - шпиндельная бабка; 4 -патрон на шпинделе; 5 — різцетримач суппорта; бы — суппорт с фартуком; 7- шестигранная револьверная головка с гнездам» для установки резальных инструментов; 8 — револьверный суппорт; 9 — барабан револьверного суппорта с упорами
Основные узлы и рабочие движения станка.
Исполнительный механизм револьверного станка с вертикальной осью револьверной головки (рис. 88) составляется со шпинделя с трехкулачковим патроном 4 или цангой для установки заготовки и револьверной головки 7 и суппорта 6 для установки резальных инструментов (резцов, сверл, расточных блоков и т.п.). На рисунке показанный станок патронного выполнения (мод. 1Г371). Вращательное движение со скоростью резания V сообщается прутку или искусственной заготовке от электродвигателя обычно передаточным механизмом, который состоит из пасової передачи и коробки скоростей. Рух подачи получает резальный инструмент, закрепленный в різцетримачі 5 поперечного суппорта или в шести гнездах револьверной головки (8г). Это движение от электродвигателя станка обычно передается пасовою передачей, цилиндрическими зубчатыми колесами, червячной парой, рельсовой передачей и т.д. После выполнения перехода голівиі возвращается на 1/6 оборота, вводя в рабочую зону новый или инструмент комплект их.
Рис. 89. Упоры револьверного станка:
а - барабан с упорами, которые ограничивают продольную подачу суппорта; бы -отводной упор станка с горизонтальной продольной осью головки; 1 — поворотный корпус барабана; 2 — упоры, регулированные для каждой позиции револьверной или головки суппорта; 3 - - твердый упор на суппорте; 4 -контргайка регулированного упора; 5 -револьверная головка; бы-регулирующий винт; 7— отводной упор; 5— станина станка
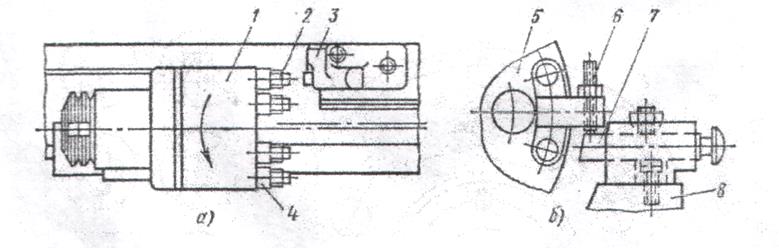
Несущая система станка (см. рис. 89,б) аналогичная системе токарного станка при работе в патроне: усилие между инструментом и заготовкой замыкаются через станину 1 (рис. 1) с направляющими суппорта и шпиндельную бабку 3.
Закрепление искусственных заготовок в патроне, который самоцентрирует, не отличается от аналогичных действий на токарном станке. Применяются также патроны с пневматическим поводом. При обработке заготовок из прутка зажим может обеспечиваться цанговым патроном.
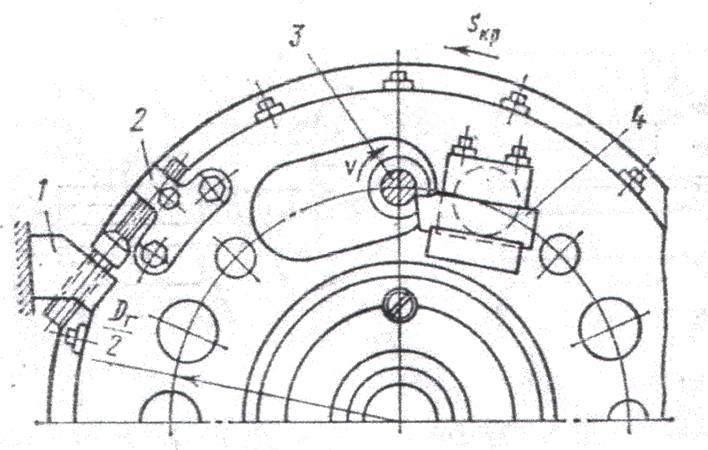
К специфическим узлам, типичным для разных револьверных станков, относятся упоры, цанговый зажим и механизм в фартуке станка, который исключает подачу от упоров. Регулированные упоры представляют собой препятствие, в которое упирается рычаг, который исключает подачу и тем самым процесс обработки, которая прекратится, при достижении соответствующего момента, который крутит, на или червяку другому элементе передаточной цепи подачи. Барабан с упорами 2 (рис. 90, а) закрепляется жестко на станине станка, а его упоры регулируются в зависимости от необходимого перемещения суппорта с твердым упором 3.
І
Мол.90. Прорезание канавки по в поре:
Корпус 1 барабана возвращается на 1/6 часть окружности соответственно одним из шести режимов перемещения суппорта. Остановка суппорта в момент контакта упоров 2 и 3 приводит к выключению механизма подачи через рост Мкр.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.