Станок приводится в действие от электродвигателя. Изменение частоты обращения карусели осуществляется ступенчатое от коробки скоростей. Подачи всех суппортов осуществляются от коробки подач. Наличие трех (а иногда и более) суппортов разрешает вести параллельную обработку торцевых и внешних поверхностей и отверстия заготовки.
Работы, выполняемые на станках.
На лобовых станках установка заготовок осуществляется в трехкулачковому что самоцентруе или в чотирьохкулачковому патроне. На карусельных станках с планшайбой (столом) малого диаметра закрепления заготовок может осуществляться также самоцентрируют устройства-ми. С увеличением размеров заготовок для их белки и закрепление на планшайбе применяют отдельные кулачки, планки, домкраты, подставки, кубики и т.п. Транспортирование заготовок на планшайбу и из нее осуществляется в последнем случае или кранами специальными подъемниками 3 электромеханическим и гидромеханическим поводами.
Заготовку на столе (планшайбе) вивірюють, т.е. прибавляют ей правильное положение относительно оси обращения и поверхности стола (планшайбы). Белку делают с помощью или рейсмуса индикатора, устанавливаемого неподвижно относительно заготовки, которая медленно возвращается, используя имеющиеся на ней такие конструктивные элементы, как центральное отверстие, внешнее диаметр, диаметр выемки и т.п. В ряде случаев белку ведут по разметке, т.е. специальным рискам и точкам на заготовке, которые определяет или границы положения обрабатываемой поверхности.
Закрепление заготовок должно быть быстрым и надежной, что достигается механизированным гидра-, пневмо- или электромеханическим устройством. В дальнейшем ускорении процесса белки кроются значительные резервы повышения производительности.
Выверенной и закрепленной заготовке сообщается вращательное движение вместе со столом (каруселью, планшайбой). Это движение является движением резания с заданной скоростью V. Рух подачи делают резальные инструменты, установленные в резцетримачах и в револьверной головке суппортов.
Соединение движений подачи с обращением заготовки разрешает обрабатывать и внешние, и внутренние торцу, цилиндрические и конические поверхности. Пример обработки одной стороны шкива приведен на рис. 8. В револьверной головке инструментами занятые четыре позиции с пяти: І - сверло, II -два резца в спецдержавці, III - подрезной резец и IV- расточное оправление с резцом. За одну установку выполняется шесть переходів, причем на вторых и четвертому, переходах осуществляется параллельная обработка инструментами с двух суппортов. Кроме этого, на втором переходе из револьверной головки ведется параллельное обтачивание двух торцевых поверхностей: ступицы и диска шкива. Кроме показанных на рисунке элементарных поверхностей, обрабатываются и поверхности сложного профиля, для чего применяют специальные копировальные устройства механические, электрические или гидравлические.
Резальные инструменты закрепляют в резцетримачі или гнездах револьверных головок или непосредственно с помощью державок, оправлений, втулок и другого вспомогательного инструмента.
При значительных массах и размерах заготовок иногда или нецелесообразно невозможно обрабатывать некоторые их поверхности с использованием станков других групп. В подобных случаях расширяют технологические возможности карусельных станков, используя специальные устройства - головки для шлифования, фрезирование, долбление, сверление периферийных отверстий и т.п. Это разрешает без снятия из станка, например, конуса завалочного аппарата домны диаметром более 5000 мм - обточить конус, а потом шлифовать его, установив на суппорт шлифовальное приспособление.
Обработка на лобовых станках мало отличается от обработки коротких деталей на обычных токарных станках. Лобове верстать постепенно вытесняются карусельными или могущественными токарными станками.
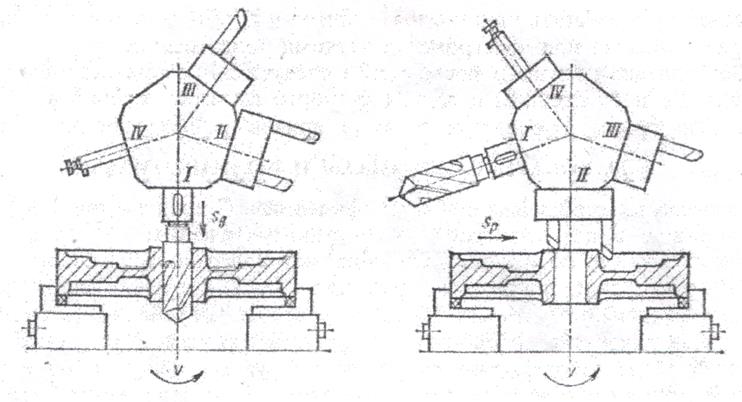
Мыл. 94.Пример обработки шкива на токарно-карусельном ставці
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.