Примечание. При применении материалов других марок см. [12]
Таблица13.2.
Приближенные значении пределов контактной выносливости.
|
Способ химической или химико-термической обработки зубьев |
Твердость поверхностей зубьев |
Группа стали |
σH lim b, МПа |
|
Отжиг, нормализация или улучшение |
≤ HB350 |
углеродистая |
2HB + 70 |
|
Объемная закалка |
HRС38...50 |
легированная |
18HRС + 150 |
|
Поверхностная закалка |
HRC40...56 |
легированная |
17HRС + 200 |
|
Цементация |
HRC54...64 |
легированная |
23HRC |
|
Азотирование |
HRC50...65 |
легированная |
20HRC |
SH- коэффициент безопасности.
SH = 1,1 при нормализации, улучшении или объемной закалке зубьев, когда структура материала однородна по объему.
SH = 1,2 при поверхностной закалке, цементации, азотировании, когда структура материала, но объему не однородна.
KHL - коэффициент долговечности учитывает влияние срока службы и режима работы:
KHL = ![]() (13.3) 1≤KHL≤2,6
(13.3) 1≤KHL≤2,6
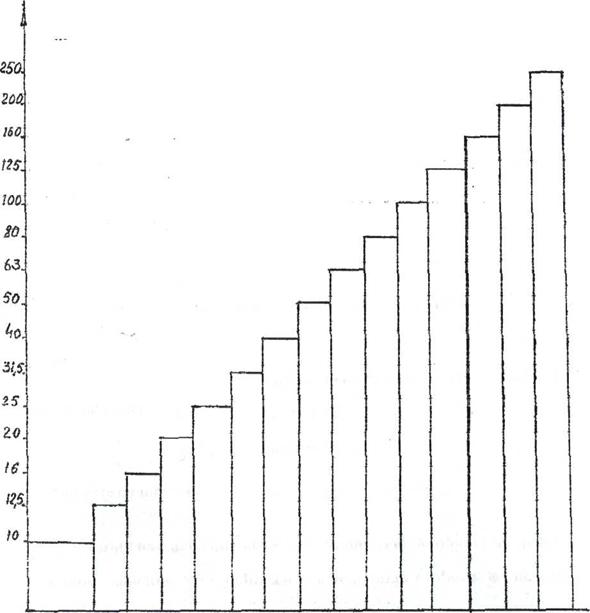
где: NHO - базовое число циклов нагружения, зависит от твердости материала и выбирается по графику на рис.13.1.
NH — расчетное число циклов перемены напряжений.
При постоянном режиме нагрузки:
NH = 60 · n · c · t(13.4)
где: n- частота вращения колеса, об/мин;
c - числозацеплений зуба за один оборот колеса, оно равно числу колес, находящихся в зацеплении с рассчитываемым.
t - число часов работы передачи за расчетный срок службы.
При переменных режимах нагрузки, которые обычно заданы в виде циклограммы на рис. 3.2.
NH = 60 (13.5)
(13.5)
Рис.13.2. Циклограмма изменения нагрузки по времени.
|
|
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.