Эффективным средством борьбы с вибрациями, возникающими в процессе резания, являются виброгасители — приспособления, позволяющие ликвидировать вибрации на месте. Виброгаситель устанавливается на самом станке. В последние годы был предложен ряд конструкций виброгасителей (главным образом для станков токарной группы) фрикционных и ударного действия (динамических). Фрикционные виброгасители основаны на принципе повышения виброустойчивости системы станок — деталь — инструмент за счет внутреннего трения в каких-либо элементах виброгасителя (например, виброгаситель, разработанный Л. К. Кучма, виброгаситель А. П. Соколовского — ЛПИ), а виброгасители ударного действия — на принципе рассеяния энергии колебаний при соударении тел из не вполне упругих материалов (например, виброгаситель, предложенный Л. Б. Эрлихом).
Испытания станков на виброустойчивость производятся при работе его вхолостую и под нагрузкой, причем при помощи соответствующих приборов регистрируются:
1) чистота обработанной поверхности образцов — с помощью профилографа;
2) частоты и амплитуды колебаний соответствующих элементов станка при возникновении чрезмерных вибраций — вибрографом или торсиографом (для крутильных колебаний);
3) частоты собственных колебаний рабочих органов испытываемого станка — осциллографом; эти колебания возбуждаются обычным способом (например, ударом, вызывающим затухающие колебания).
Результаты записей часто позволяют выяснить источник недостаточной виброустойчивости станка и внести в конструкцию соответствующие исправления.
Частоты колебаний могут быть определены с помощью простейших приборов — язычковых частотомеров, действие которых основано на принципе резонанса. Наиболее распространенный частотомер системы Фрама состоит из набора пластинок (язычков) различной массы и упругости, обладающих поэтому различными частотами собственных колебаний. При совпадении частоты колебаний исследуемого элемента или станка с частотой собственных колебаний какой-либо из пластинок частотомера пластинка начинает вибрировать.
Чаще пользуются для указанной цели механическими, оптическими или электрическими вибрографами (например, конструкции Сейсмологического института АН СССР).
Механические вибрографы дают увеличение примерно до 20—25, оптические — до 400, а электрические — до 106, позволяя, следовательно, регистрировать гармоники более высоких порядков.
Для оценки виброустойчивости станка удобен способ испытания, разработанный в Ленинградском политехническом институте. Испытание проводится при трех режимах работы: заведомо безвибрационном, заведомо вибрационном, переходном, т. е. таком, который по некоторым признакам является безвибрационным, по остальным — вибрационным.
Каждое из этих испытаний проводится при определенном режиме. Можно, например, принять скорость резания и подачу при всех трех испытаниях одинаковыми, варьируя только глубину резания для получения необходимого экспериментального режима. Виброустойчивость испытываемого станка считается отличной, если все три испытания проходят без вибраций, хорошей, если вибрации наблюдаются только при заведомо вибрационном режиме, и удовлетворительной, если вибраций нет только при заведомо безвибрацион- ном режиме работы станка.
1.4. Причины потери станком работоспособности
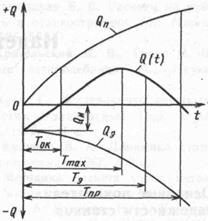
Продолжительность эксплуатации станков связана как с их моральным (появление более эффективных моделей), так и с физическим (возрастание затрат на их эксплуатацию и ремонт) износом. Для современных станков средних размеров это обычно 8—10 лет эксплуатации, а для более сложных и тяжелых станков 15—20 лет и выше. Конкретный срок службы до снятия с эксплуатации для каждого станка устанавливают на основании экономических расчетов. Эти расчеты опираются на сравнение затрат на изготовление станка QИ и его эксплуатацию QЭ с той прибылью QП, которую дает станок при его использовании (рис.1.4.1). Суммарная эффективность станка Q зависит от времени t и имеет экстремум
Q(t) = Qn(t) - [QИ + QЭ (t)] (1)
|
|
Рис.1.4.1. Изменение экономической эффективности станка во времени
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.