Выбор образцов, режимов резания и инструмента для испытания станка на точность обработки производится в каждом отдельном случае в соответствии с типом, размерами и конструкцией испытываемого станка. При этом режимы резания должны соответствовать материалу обрабатываемой детали и применяемым инструментам как при черновой, так и при чистовой обработке.
Инструмент берется нормальный для производимой операции, правильно и хорошо заточенный; стойкость его определяется установленными нормативами. Перед началом испытаний инструмент должен быть измерен и результаты измерений занесены в протокол. Крепление инструмента должно быть достаточно жестким и исключать деформации в процессе резания. То же относится к форме, пропорциям образцов и к способу закрепления их на испытываемом станке.
Материалом для образцов служит сталь средней твердости, чаще всего— сталь 45, или чугун.
До начала испытаний образцы должны быть измерены и результаты измерений также занесены в протокол.
Для многих станков форма и размеры образца для испытаний на точность работы предусмотрены соответствующим ГОСТ «Нормы точности».
При испытаниях на точность работы токарных станков общего назначения производится: а) обтачивание закрепленного в патроне и в коническом отверстии шпинделя (без поддержки центром задней бабки)> цилиндрического валика диаметром не менее 1/4 высоты центров и длиной; не менее высоты центров, но не более 300 мм; б) обтачивание торцевой поверхности заготовки в виде планшайбы диаметром не менее высоты центров.
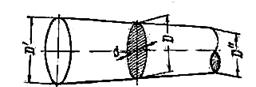
Обработанный валик проверяется на овальность и на конусность с помощью микрометра. Наибольшие допустимые отклонения характеризуются следующими величинами: овальность (при высоте центров станка до 400 мм) д = ф — d)max = 0,01 мм; конусность D = (D'-D")max или (d’-d")max равна 0,03мм на длине 300 мм.
Проточенная на чистовом режиме торцевая поверхность планшайбы проверяется на плоскостность при помощи линейки, щупа и мерных плиток (плоскопараллельных концевых мер). Допускается только вогнутость до 0,02 мм на диаметре 300 мм.
При испытании сверлильных станков вместо сверления производится нагружение шпинделя в осевом направлении усилием в зависимости от диаметра наибольшего сверления на данном станке, согласно табл. 1.3.4.3.1.
Таблица 1.3.4.3.1
|
Наибольший диаметр сверления, мм |
6 |
12 |
18 |
25 |
35 |
50 |
75 |
100 |
|
Прилагаемая к шпинделю осевая нагрузка, кг |
120 |
250 |
400 |
750 |
1200 |
2000 |
3400 |
5000 |
Нагрузка измеряется динамометром. При этом у вертикально-сверлильных станков проверяется (рамным уровнем) перпендикулярность шпинделя к поверхности рабочего стола, а у радиально-сверлильных — отжатие рукава от первоначального положения (индикатором).
При испытании горизонтальных и универсальных фрезерных станков обрабатываются торцовой насадной фрезой три взаимно перпендикулярные плоскости чугунного образца; при этом проверяются плоскостность обработанной поверхности — при помощи поверочной линейки, щупа и плиток, параллельность основанию — индикатором, взаимная перпендикулярность — угольником и щупом.
 При
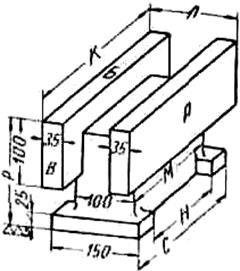
испытаниях поперечно- и продольно-строгальных станков производят строгание
чугунного бруска (имеющего форму прямоугольного параллелепипеда), размеры которого
выбирают в следующих пределах:
При
испытаниях поперечно- и продольно-строгальных станков производят строгание
чугунного бруска (имеющего форму прямоугольного параллелепипеда), размеры которого
выбирают в следующих пределах:
1) для поперечно-строгальных — ширина и высота не менее 100 мм, длина не менее 200 мм; 2) для продольно-строгальных — не менее 350 X 350 X 1000 мм.
Проверяется плоскостность обработанных поверхностей, параллельность верхней обработанной поверхности к основанию и взаимная перпендикулярность обработанных плоскостей. Измерительный инструмент—тот же, что и при испытании фрезерных станков.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.