Параметры импульсных перемещений станины зависят от соотношения частоты собственных колебаний станка на опорах и продолжительности импульса, действующего со стороны пола. В свою очередь, амплитуды относительных колебаний зависят от параметров импульсных перемещений станины и коэффициентов передачи на частоте, соответствующей длительности импульса, действующего со стороны станины. Для упрощения расчета в формулы для аотн и коэффициентов передачи γ были подставлены параметры импульсных перемещений станины при разных соотношениях частот и вычислены коэффициенты b , позволяющие определять величины аотн непосредственно в зависимости от параметров импульсных перемещений основания и соотношения частоты колебании станка на опорах f 1, и условной частоты импульса fо.
При определении величины b для случая установки станка с частотой собственных колебаний f 1, при которой измерялась величина коэффициента передачи γ1, значения коэффициента b определяются по кривой f 1/ f 2 = 1. При вычислении величин b для случая виброизолирующей установки с частотой собственных колебаний станка на опорах f 2 коэффициент b определяется в зависимости от отношений f о/ f 1 и f о/ f 2 по кривым, построенным с учетом изменения коэффициента передачи в зависимости от частоты.
Для станков, чувствительность которых к колебаниям оснований определяется поступательными колебаниями узлов, например, для резьбо- и кругло- шлифовальных, координатно-расточных и т.п., коэффициент b определяется по пунктирным кривым. Для станков, чувствительность которых к колебаниям оснований определяется качательными колебаниями узлов, например, для плоскошлифовальных, расточных, зубофрезерных и т.п., коэффициент b определяется по сплошным кривым.
Проверка амплитуд импульсных относительных колебаний под действием горизонтальных импульсов, как правило, проводится для низшего значения частоты связанных горизонтальных и качательных колебаний станка на опорах f у(Гц). В этом случае вычисленные величины аотн умножаются на поправочный множитель η , учитывающий фактическую величину горизонтальных перемещений станины в месте крепления узла, определяющего чувствительность станка к колебаниям основания.
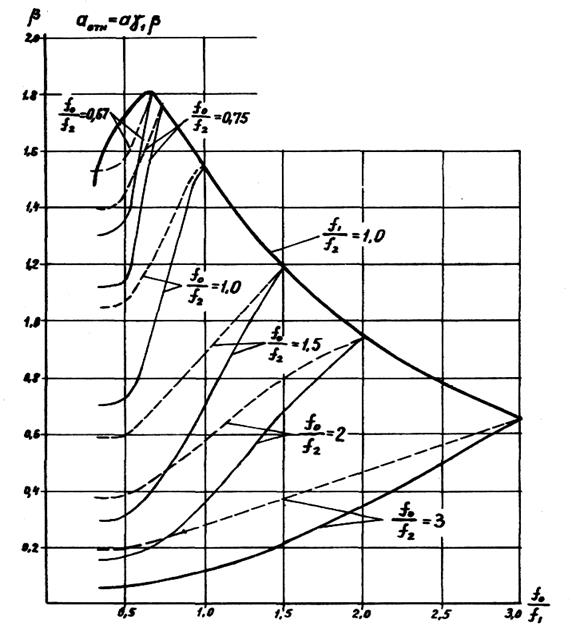
Рис.1.2.9.1. Вспомогательный график для определения амплитуд аотн относительных колебаний инструмента и заготовки в результате импульсных колебаний основания. (Принято, что импульс имеет форму полуволны синусоиды).
![]() для станков, в кoтopыx чувствительность к колебаниям основания определяется
качательными колебаниями узлов
для станков, в кoтopыx чувствительность к колебаниям основания определяется
качательными колебаниями узлов
![]() для станков, в кoтopыx чувствительность к колебаниям основания определяется
поступательными колебаниями узлов а-амплитуда импульсных колебаний основания z=аSin2πfot; τ-длительность импульса; fо=1/2 τ - условная частота импульса; γ1 - коэффициент
передачи, определяемый экcпeриментально при частоте собственных колебаний станка на опорах
f1; f2 - частота собственных колебаний станка на опорах при новой
установке.
для станков, в кoтopыx чувствительность к колебаниям основания определяется
поступательными колебаниями узлов а-амплитуда импульсных колебаний основания z=аSin2πfot; τ-длительность импульса; fо=1/2 τ - условная частота импульса; γ1 - коэффициент
передачи, определяемый экcпeриментально при частоте собственных колебаний станка на опорах
f1; f2 - частота собственных колебаний станка на опорах при новой
установке.
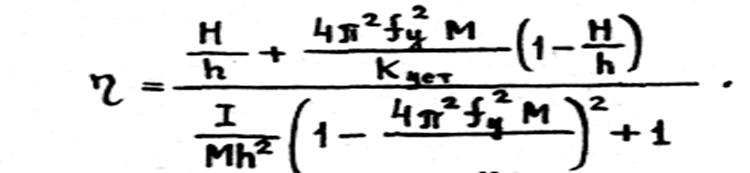
Здесь h, H - расстояния от плоскости опор до центра тяжести станка и до плоскости, в которой определяются перемещения, соответственно в см;
М, I - масса (кг* ceк2/см ) и момент инерции (кг*см*сек2) станка относительно центра тяжести;
Куст - жесткость опор станка в горизонтальной плоскости в кг/см.
Вычисленная таким образом величина аотн сравнивается с допустимой. В случае необходимости значение частоты f2 может быть принято меньшим, чем определенное из условия изоляции от регулярных колебаний оснований.
б) Проверка величины возможного сбоя взаимного положения узлов (сбоя координаты)
Ориентировочное значение возможного сбоя координаты определяется на основе полученных расчетных зависимостей. Как уже указывалось, одностороннее смещение узлов, т.е. сбой координаты, может иметь место в том случае, когда механизм подачи узла после окончания установочного перемещения остается натянутым. Естественно, что на точность обработки влияют смещения соответствующих узлов в направлении, перпендикулярном к обрабатываемой поверхности, в частности, смещения шлифовальных бабок резьбо- и кругло- шлифовальных станков, шлифовальных головок плоскошлифовальных станков, верхних суппортов токарных станков и т.п.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.