Во избежание повреждений станков при их транспортировке необходимо соблюдать определенные правила упаковки, перевозки и переноски станков. Транспортирование станков производится: а) передвижением на стальных катках (диаметром 60—75 мм) вручную, с помощью лебедки и тали; б) мостовым краном; в) с помощью трактора (тягача), авто- или электрокара и другими средствами. При транспортировании станка подъемным краном проверяют прежде всего соответствие грузоподъемности крана весу станка. Способу обвязки станка канатом необходимо уделить серьезное внимание, чтобы избежать не только поломки станка, но, что еще важнее, несчастных случаев с людьми. Пример обвязки показан на рис.1.1.
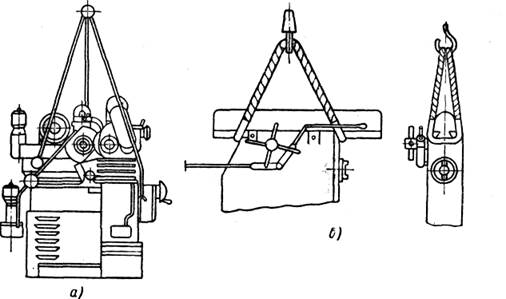
Рис.1.1. Способы обвязки станков при их транспортировке:
а — круглошлифовального; б — универсально-фрезерного.
Перед транспортированием станки защищают смазкой и тщательно упаковывают в деревянные ящики, обеспечивая их неподвижную установку и укрытие от влаги. При транспортировании станка морским транспортом применяют специальные защитные средства. Обвязку распакованного станка канатом производят согласно руководству по эксплуатации.
1.2. ФУНДАМЕНТЫ станков
1.2.1. Установка станков на фундаменты
Требования к установке станка. Фундамент должен служить надежным основанием станка, обеспечивающим максимальное использование его точности и производительности в течение заданного срока службы и исключающим влияние станка на работу соседнего оборудования. Для этого необходимо, чтобы фундамент при удобном размещении и прочном закреплении станка обеспечивал его жесткость и виброустойчивость и способствовал ограничению уровня колебаний, передаваемых от станка.
Требования к фундаментам в зависимости от критериев жесткости и виброустойчивости установленных на них станков разных типов различны и определяются влиянием установки на работоспособность станков. Влияние установки на точность обработки и качество обработанной поверхности определяется уровнем относительных статических перемещений и колебаний инструмента и заготовки, разным при различных способах установки.
Требования к способу установки, при выполнении которых обеспечивается нормальная работоспособность станков, зависят от класса точности, размеров и конструктивных особенностей станка. Выбранный способ установки станка должен обеспечить выполнение требований техники безопасности и являться экономичным для конкретных технологических особенностей производства.
1.2.2. Типы фундаментов
Наиболее распространена установка станков на фундаменты трех типов (рис. 1.2.2.1):
бетонные полы первого этажа (общая плита цеха)—1.2.2.1, а;
утолщенные бетонные ленты (ленточные фундаменты) — рис. 1.2.2.1, б;
специально проектируемые фундаменты (индивидуальные или групповые) обычного типа — рис. 1.2.2.1, в; свайные — рис. 1.2.2.1, г ; виброизолированные — на резиновых ковриках — рис. 1.2.2.1, д или пружинах— рис. 1.2.2.1, е.

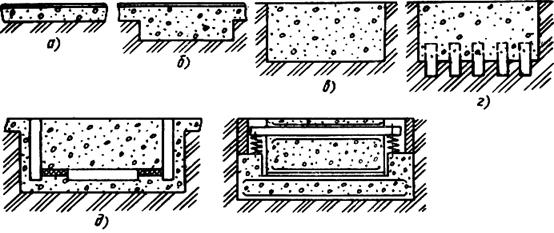
Рис. 1.2.2.1. Фундаменты под металлорежущие станки:
а — общая плита цеха; б — ленточный; в — обычного типа; г — свайный; д — на резиновых ковриках; е — на пружинах
Установка станков на фундаментах осуществляется следующим образом (рис.1.2.2..2):
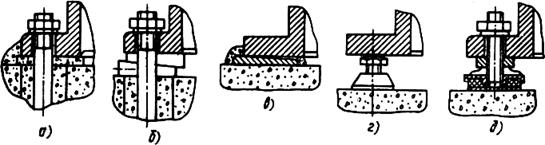
Рис. 1.2.2.2. Способы установки станка на фундамент с креплением болтами:
а — с подливкой опорной поверхности станины цементным раствором; б — без подливки; без крепления болтами: в — с подливкой; г — на регулируемых жестких опорах; д — на упругих опорах с креплением анкерными болтами с подливкой опорной поверхности станины цементным раствором (рис. 1.2.2.2, а) или на регулируемых опорных элементах (винтовых или клиновых) без подливки (рис. 1.2.2.2, б);
без крепления болтами с подливкой опорной поверхности станины цементным раствором (рис. 1.2.2.2, в);
без крепления болтами и без подливки на жестких металлических регулируемых опорных элементах (рис.1.2. 2.2, г);
на упругих, в частности, резинометаллических опорах (рис. 1.2.2.2, д).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.