Таким образом, отношение длины контакта стружки с инструментом к толщине среза является функцией переднего угла у и тангенса угла наклона плоскости сдвига В, т. е. усадки стружки. Следует отметить, что при увеличении толщины среза a1 увеличивается также значение В, и это обусловливает влияние а1 на l в степени, меньшей единицы. При постоянном значении В (усадки стружки) и y длина контакта l увеличивается прямо пропорционально толщине среза а1, (рис. 8). Согласно уравнению (18) величина В уменьшается с увеличением коэффициентов теплопроводности инструментального и обрабатываемого материалов, но длина контакта стружки с инструментом будет всегда больше при резании высокотеплопроводных сталей и сплавов резцами с пластинками режущего материала повышенной теплопроводности.
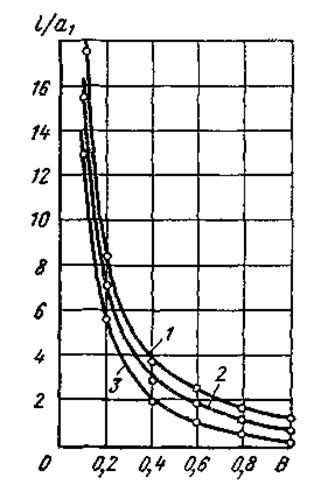 |
Рис. 8
Зависимость относительной длины контакта стружки с инструментом от
параметров B и ![]()
1-
![]() , 2-
, 2- ![]() , 3-
, 3- ![]()
При обработке одного и того же
материала инструментом с постоянной геометрией при постоянном сечении среза
комплексы F и D, входящие в уравнение (18), становятся постоянными,
а в комплексе Ре остается переменной лишь скорость резания о. При увеличении ![]() комплекс Ре возрастает и увеличивает
значение В. Длина контакта стружки с инструментом при этом будет закономерно
уменьшаться и при определенном значении
комплекс Ре возрастает и увеличивает
значение В. Длина контакта стружки с инструментом при этом будет закономерно
уменьшаться и при определенном значении ![]() полностью
стабилизируется. Сравнивая формулы (24) и (31), отметим, что выражения,
заключенные в скобках, являются одинаковыми. Следовательно, характер влияния
процессов резания на параметры Fn и l является аналогичным. Все
эти основные выводы по влиянию параметров процесса резания на длину контакта
стружки с инструментом хорошо подтверждаются экспериментальными данными [10,
11, 23, 24, 34, 38 и др.].
полностью
стабилизируется. Сравнивая формулы (24) и (31), отметим, что выражения,
заключенные в скобках, являются одинаковыми. Следовательно, характер влияния
процессов резания на параметры Fn и l является аналогичным. Все
эти основные выводы по влиянию параметров процесса резания на длину контакта
стружки с инструментом хорошо подтверждаются экспериментальными данными [10,
11, 23, 24, 34, 38 и др.].
СРЕДНИЕ КОНТАКТНЫЕ НАПРЯЖЕНИЯ НА ПЕРЕДНЕЙ ПОВЕРХНОСТИ ИНСТРУМЕНТА
Среднее тангенциальное контактное напряжение (удельная сила трения) qF и среднее контактное давление qN определяются по формулам
 (32)
, (33)
(32)
, (33)
С учетом ранее полученных формул (24), (25) и (31) окончательно имеем
 (34) , (35)
(34) , (35)
Формулы (34) и (35)
показывают, что при резании материалов среднее тангенциальное контактное
напряжение qF и среднее контактное давление qN возрастают
с увеличением сопротивления обрабатываемого материала пластическому сдвигу ![]() , В целом же изменение этих параметров
является различным как от
, В целом же изменение этих параметров
является различным как от ![]() , так и от других
параметров резания. Если величина qF определяется
исключительно значением
, так и от других
параметров резания. Если величина qF определяется
исключительно значением![]() (прочностью обрабатываемого
материала) и не зависит от геометрии инструмента и режимных параметров, то
среднее контактное давление qN зависит
от
(прочностью обрабатываемого
материала) и не зависит от геометрии инструмента и режимных параметров, то
среднее контактное давление qN зависит
от ![]() переднего угла
переднего угла![]() и
величины В, характеризующей особенности протекания процессов резания По
уравнению (35) была рассчитана зависимость отношения qN
/
и
величины В, характеризующей особенности протекания процессов резания По
уравнению (35) была рассчитана зависимость отношения qN
/ ![]() от
тангенса угла наклона плоскости сдвига В при различных значениях переднего угла
от
тангенса угла наклона плоскости сдвига В при различных значениях переднего угла
![]() (рис. 9). Относительное значение удельного
контактного явления qN /
(рис. 9). Относительное значение удельного
контактного явления qN /![]() возрастает с
увеличением B, т. е. при уменьшении усадки стружки, а также при
уменьшении положительного значения переднего угла
возрастает с
увеличением B, т. е. при уменьшении усадки стружки, а также при
уменьшении положительного значения переднего угла![]() Согласно
уравнениям (18) и (19) увеличение режимов резания
Согласно
уравнениям (18) и (19) увеличение режимов резания ![]() и a1 (комплекса Ре) приводит к увеличению В, и удельное
контактное давление при этом также будет возрастать. Наоборот qN будет снижаться при резании более теплопроводных сталей и сплавов
инструментальными материалами с высокими значениями
и a1 (комплекса Ре) приводит к увеличению В, и удельное
контактное давление при этом также будет возрастать. Наоборот qN будет снижаться при резании более теплопроводных сталей и сплавов
инструментальными материалами с высокими значениями![]()
Полученные теоретическим путем результаты о влиянии параметров процессов резания на средние контактные напряжения qF и qN находят полное подтверждение в экспериментальных данных, приведенных в работах [10, 34].
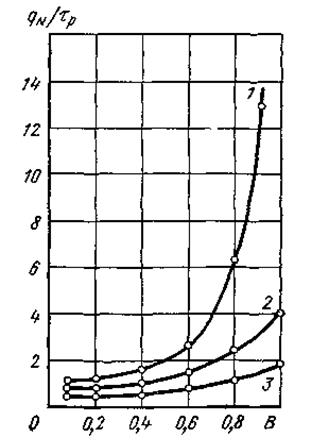 |
Рис. 9
Зависимость отношения контактных нагрузок на передней поверхности инструмента
от параметров B и ![]()
1- ![]() , 2-
, 2- ![]() , 3-
, 3- ![]()
Величина контакта на задней поверхности неизношенного резца (см. рис.7).
где ![]() —радиус скругления
режущей кромки;
—радиус скругления
режущей кромки;![]() —центральный угол в радианах,
соответствующий дуге AN; hy— величина
упругого поднятия металла после прохождения скругленной режущей кромки.
Так как
—центральный угол в радианах,
соответствующий дуге AN; hy— величина
упругого поднятия металла после прохождения скругленной режущей кромки.
Так как  (37)
(37)
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.