|
Марка стали |
Р10 |
Р9К10Ф |
||||
|
|
X0 |
x |
|
X0 |
x |
|
|
ХН30ВМТ |
1950 |
0,92 |
0,65 |
2020 |
0,87 |
0,68 |
|
ЭП99 |
3000 |
0,87 |
0,81 |
3800 |
0,88 |
1,05 |
|
ХН56ВМКЮ |
2950 |
0,88 |
0,67 |
2920 |
0,92 |
0,70 |
|
ЖС6КПА |
3400 |
0,78 |
2800 |
0,91 |
0,70 |
|
|
ХН73МБТЮ |
500 |
0,94 |
0,90 |
3050 |
0,88 |
0,80 |
|
ВТ20 |
1400 |
1,0 |
0,83 |
1400 |
1,0 |
0,86 |
Продолжение табл. 26
|
Марка стали или сплава |
ВК8 |
ВК6М |
||||
|
|
X0 |
x |
|
X0 |
x |
|
|
ХН30ВМТ |
2050 |
0,67 |
0,81 |
2150 |
0,87 |
0,76 |
|
ЭП99 |
2350 |
0,94 |
0,66 |
2100 |
0,80 |
0,67 |
|
ХН56ВМКЮ |
2750 |
0,90 |
0,73 |
2450 |
0,90 |
0,79 |
|
ЖС6КПА |
2100 |
— |
0,53 |
— |
— |
— |
|
ХН73МБТЮ |
3000 |
0,78 |
0,70 |
2200 |
0,73 |
0,71 |
|
ВТ20 |
1400 |
0,75 |
0,82 |
900 |
0,92 |
0,70 |
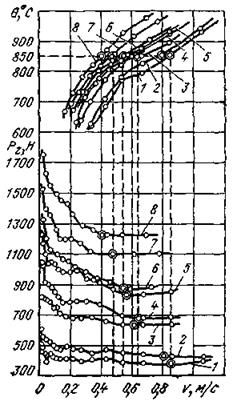 Рис. 53.
Температурно-силовые зависимости при обработке жаропрочного сплава
ХН73МБТЮ резцами из справа ВК6М
Рис. 53.
Температурно-силовые зависимости при обработке жаропрочного сплава
ХН73МБТЮ резцами из справа ВК6М
(v=0,013÷1,34 м/с; s=0,074÷0,39•10-3 м; t=1÷5•10-3 м; φ=45°; φ1 =45°; γ=12°; α=12°; r=1*10-3 м) 1-s=074 • 10-3 м; 2 -s=0,11 • 10-3 м; 3 — s=0,15 • 10-3 м; 4 — s=0,195 • 10-3 м; 5- s=0,26 • 10-3 м; 6-s=0,30 • 10-3 м; 7-s=0,34 • 10-3 м; 8-s=0,39 • 10-3 м
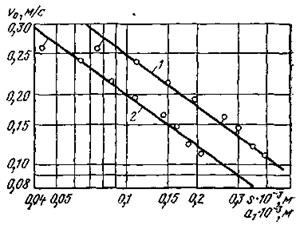 |
Рис. 54 Зависимость оптимальной скорости резания от подачи (1) и толщины среза (2) при обработке титанового сплава ВТ20 резцами из сплава Р9К10Ф
3)по точкам стабилизации функций Pz=f(v), соответствующим оптимальной температуре θ0,для каждого значения s(a1) находится на оси абсцисс значение оптимальной скорости резания v0. Рекомендуется первоначальное θ0 определять по моментам стабилизации Pz при s =0,2-0,4*10-3 м;
Таблиц 27 Значения величин
![]() и y для определения оптимальных
скоростей резания
и y для определения оптимальных
скоростей резания
|
Режущий материал |
Обрабатываемый материал |
|
y |
|
Р18 |
ОТ4 ВТ3-1 ВТ5-1 ВТ10 ВТ20 ХНЗОВМТ ЭП99 ХН56ВМКЮ ЖС6КПА ХН73МБТЮ |
5,60 3,06 6,60 2,40 3,85 5,10 0,44 0,93 0,66 1,20 |
0,41 0,45 0,51 0,54 0,58 0,33 1,1 0,48 0,575 0,715 |
|
Р9К10Ф |
ВТ20 ХН30ВМТ ЭП99 ХН56ВМКЮ ЖС6КПА ХН73МБТЮ |
2,16 12,85 0,90 1,80 1,62 1,50 |
0,75 0,01 0,80 0,44 0,35 0,66 |
|
ВК8 |
ВТ3-1 ВТ5-1 ВТ8 ВТ10 ВТ20 ХН30ВМТ ЭП99 ХН56ВМКЮ ЖС6КПА ХН73МБТЮ |
11,6 10,1 23,8 9,70 14,10 27,6 7,80 4,62 6,60 3,41 |
0,58 0,67 0,445 0,56 0,64 0,65 0,35 0,50 0,26 0,50 |
|
ВК6М |
ВТ20 ХН30ВМТ ЭП99 ХН56ВМКЮ ХН73МБТЮ |
30,50 25,40 13,35 11,10 15,00 |
0,40 0,485 0,35 0,60 0,38 |
|
Т15К6 |
ВТ3-1 ВТ5-1 ВТ10 13Х11Н2В2МФ 20Х3МВФ 45 |
11,75 20,50 9,20 44,4 81,00 76,5 |
0,60 0,50 0,57 0,44 0,41 0,77 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.
