Рис. 103. Схема работы станка мод. 4М для радиального затылования метчиков по задней поверхности режущей части: 1 – абразивный инструмент; 2 –каретка; 3 –кулачок затылования; 4 –кронштейн с переменным плечом; 5 –рычаг; К –размер затылования.
Рис. 104. Общий вид полуавтомата мод. 3В10М для заточки метчиков по передней поверхности: 1 –станина; 2 –пульт управления; 3 –маховик поперечной подачи; 4 –задняя бабка; 5 – шлифовальная бабка; 6 –передняя бабка; 7 –стол.
Полуавтоматический цикл работы станка состоит из возвратно-поступательного перемещения стола и деления на зуб через один или два двойных хода стола. Поперечная подача производится вручную на один оборот изделия перемещением стола. После заточки всех зубьев счетчик отключает станок.
Станок мод. МФ-27А (рис. 105) предназначен для заточки плашек Ø 6÷52 мм по передней поверхности. Ориентация плашки на столе и продольная подача инструмента осуществляются вручную.
Специализированные станки для заточки протяжек.
|
Модель |
Назначение станка |
|
3601 |
Предназначен для заточки круглых и плоских протяжек, изготовленных из быстрорежущей стали или твердого сплава, абразивными, алмазными или эльборовыми инструментами всухую и с охлаждением. |
|
3601–1 |
Отличается от станка мод. 3601 меньшей длиной затачиваемой протяжки. На станках предусматривается шлифование выкружек и стружкоразделительных канавок. |
|
3601Б |
Предназначен для заточки только плоских протяжек. |
|
3М601Ф1 |
Имеет цифровую индикацию продольного или вертикального перемещения. |
|
3602 |
Отличается тем, что на нем можно обрабатывать протяжки больших размеров. |
На всех станках продольное перемещение протяжки осуществляется столом, несущим переднюю и заднюю бабки, магнитную плиту или другие приспособления для закрепления затачиваемой протяжки; вертикальное и поперечное перемещения осуществляются шлифовальной бабкой.
Шлифовальная головка может поворачиваться в вертикальной плоскости на угол до 90°, что обеспечивает возможность шлифования передних поверхностей конусной поверхностью тарельчатого инструмента и задних поверхностей – торцом чашечного инструмента. Шлифовальные салазки могут поворачиваться в горизонтальной плоскости на угол ±30° с целью заточки косозубых протяжек.
Передняя бабка предназначена для сообщения протяжке непрерывного вращательного движения, а также для деления при шлифовании выкружек и нанесения стружкоразделительных канавок.
Многоцелевые заточные станки с ЧПУ.
Важной особенностью заточных станков с ЧПУ является их универсальность: на одном и том же станке, заменяя программы обработки, можно вышлифовать и заточить по передним и задним поверхностям сверло, зенкер, развертку, концевую и дисковую фрезы, метчик, различный комбинированный инструмент (рис. 106,а...д).
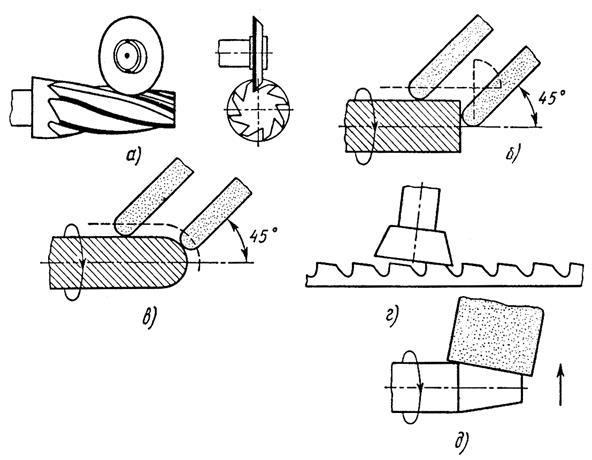
Рисунок 106 − Схемы заточки на заточном станке с ЧПУ многолезвийного инструмента: конической концевой фрезы по передней поверхности зуба тарельчатым инструментом (а); цилиндрической концевой фрезы по задним поверхностям винтового и торцового зубьев тороидальным инструментом (б); концевой фрезы со сферическим концом по задним поверхностям винтового и радиусного зубьев тороидальным инструментом (в); плоской протяжки по задней поверхности чашечным инструментом (г); метчика по задней поверхности режущей части инструментом прямого профиля (затылование заборного конуса) (д).
Технологические возможности заточных станков с ЧПУ расширяются за счет установки на шлифовальной оправке двух-трех шлифовальных инструментов, последовательно вводимых в обработку с учетом их формы, размеров и расположения (рис. 107).
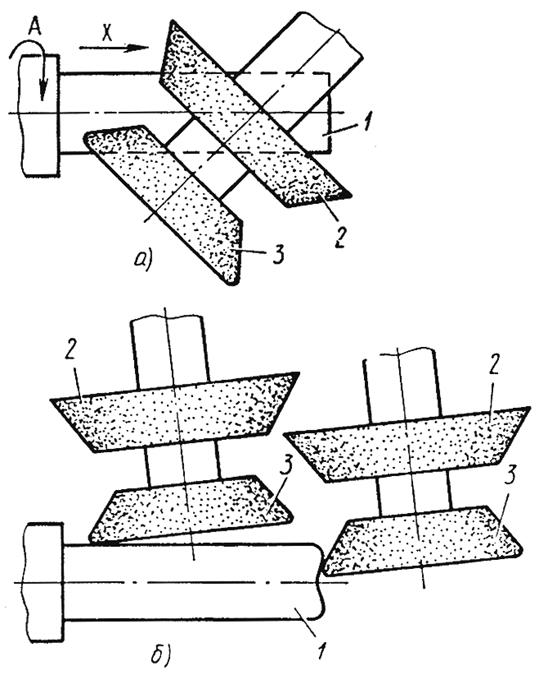
Рисунок 107 − Обработка концевой фрезы на заточном станке с ЧПУ: шлифовка винтовых канавок (а); заточка задних поверхностей винтовых и торцовых зубьев (б); 1 –заготовка концевой фрезы; 2 –абразивный инструмент для вышлифовки винтовых стружечных канавок; 3 – абразивный инструмент для заточки задних поверхностей; А –вращение вокруг оси инструмента; Х –поступательное перемещение вдоль оси инструмента.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.