Электроимпульсный метод позволяет производить обработку на небольших площадях (до 180 см2) с высокой производительностью (4000 мм3/мин).
Электроимпульсный копировально-прошивочный станок 4723М (рис.61). Он предназначен для обработки сложных фасонных отверстий и полостей в деталях из жаропрочных и твердых сплавов, изготовления ковочных штампов из закаленных, высоколегированных и инструментальных сталей.
Рис. 61. Электроимпульсный копировально-прошивной станок 4723М.
Механическая система станка имеет устройства для установки инструмента и заготовки, ванну для диэлектрической жидкости, механизмы установочных и рабочих перемещений инструмента, систему хранения и снабжения диэлектрической жидкости, средства контроля и измерения перемещения инструмента.
Инструментальная головка 5 смонтирована в направляющих г-образной траверсы 6. На ее шпиндель установлен электрод 3, получающий вертикальную подачу: медленную, для рабочих ходов, осуществляемую от регулируемого шунтового электродвигателя постоянного тока, и быструю от асинхронного электродвигателя. Величина хода шпинделя отсчитывается по механизму 4. Для форсирования работы шпиндель станка может иметь от электромагнитного вибратора вертикальные вибрации с частотой 100 Гц. Электрод состоит из рабочей части с поверхностями, участвующими в формообразовании, и вспомогательных элементов, необходимых для фиксации положения и закрепления электродов.
Деталь устанавливают на рабочем столе 1 при опущенной подъемной ванне 2. Во время работы ванна, заполненная диэлектрической жидкостью (индустриальное масло 12). Жидкость прокачивается в ванну через электрод. Образующиеся в процессе работы пары и газы отсасываются через вентиляционные головки 7.
Станок обеспечивает точность координатных перемещений инструментальной головки 0,02 мм, чистоту поверхности Ra 0,4÷0,6 мкм. Производительность при черновой обработке 3500 мм3/мин. Размеры рабочей поверхности стола 400×500 мм, наибольшая масса заготовки 450 кг.
Электрическая система станка включает устройства токопроводов и коммуникаций, электропривода, контрольно-измерительную аппаратуру и регулятор межэлектродного зазора.
Анодно-механические станки.
При анодно-механической резке (рис. 62) электрод-инструмент делают обычно в виде диска, быстро вращающегося вокруг своей оси В пространство между обрабатываемой заготовкой 1 и вращающимся электродом-диском 2 подается по трубке 3 электролит. Электрод-диск, изготовленный из мягкой стали, и заготовка присоединены, как при электроискровой обработке, к генератору постоянного тока 4 (диск – к отрицательному, а деталь – к положительным клеммам). В отличие от электроискровой обработки жидкость, которая находится между электродом-диском и заготовкой, проводит электрический ток. Из-за соприкосновения диска с заготовкой и наличия электролита между диском и заготовкой непрерывно проходит электрический ток. При анодно-механической резке диск имеет медленную поперечную подачу.
Сущность процесса состоит в следующем. Жидкость-электролит, которая подается в пространство между диском 1 и заготовкой 2, растворяет под действием тока металл, образуя на поверхности заготовки тонкую пленку 3 (рис. 63, а). Тонкая пленка, имеющая низкую прочность, легко соскабливается быстро вращающимся диском. На ее месте вновь образуется пленка, которая вновь счищается диском при дальнейшем его вращении. Таким образом, непрерывно происходит электрохимическое разъедание поверхности детали.
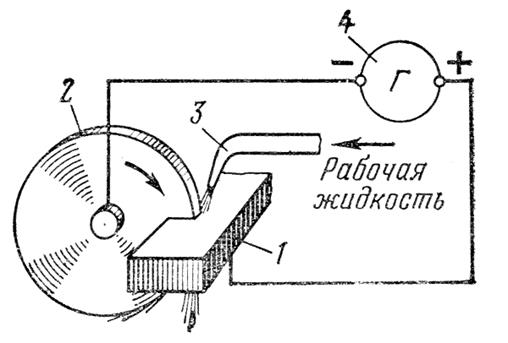
Рис. 62. Схема анодно-механической резки.
Рис. 63. Процессы, происходящие при анодно-механической обработке: а) электрохимическое растворение; б) электрическая эрозия.
Вершины неровностей на поверхности заготовки (рис. 63, б) отделены от диска очень небольшим промежутком, через который легко проскакивает разряд, и подвергаются электрической эрозии: они расплавляются и частички выносятся вращающимся диском из места разреза в виде снопа искр. Таким, образом, при анодно-механической обработке происходят одновременно два процесса: электромеханическое разъедание поверхности и электрическая эрозия. В качестве рабочей жидкости-электролита применяют водный раствор жидкого стекла.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.