1. Рубка заготовок на прессах и заготовительных ножницах характеризуется предельно высокой производительностью. Однако назначение рубки должно производиться с большей осторожностью, так как, во-первых, даже при малодеформационной рубке неизбежно возникает смятие, во-вторых, многие быстрорежущие стали, в особенности — высокопроизводительные, при холодной рубке склонны к образованию трещин и расслоений. Поэтому рубку рекомендуется применять лишь для изготовления заготовок под ковку и штамповку корпусов сборного инструмента и хвостовиков концевого инструмента под сварку.
2. Резка заготовок на различного рода пилах (работающих ножовочным полотном, цельными или сегментными пилами и непрерывными лентами) применяется в основном для отрезки заготовок крупных сечений под последующую ковку, штамповку или непосредственно механическую обработку.
3. Резка заготовок на специальных токарно-отрезных станках вертикального типа широко применяется для получения заготовок диаметром до 40÷50 мм.
4. Резка на абразивно-отрезных станках является наиболее универсальной и одной из наиболее производительных. Она характеризуется высоким качеством поверхности торцов вне зависимости от твердости обрабатываемого материала.
Вертикально-отрезные автоматы модели ЛА-5 и ЛА-6
Автоматы мод. ЛА-5 и ЛА-6 являются специальными автоматами и предназначаются для отрезки заготовок сверл от холоднотянутого калиброванного прутка или серебрянки.
Характерная особенность этих автоматов заключается в том, что пруток во время работы находится в вертикальном положении, благодаря чему станки занимают в цехе малую площадь. Отрезной резец заточен и расположен так, что одновременно с отрезкой на верхнем торце заготовки сверла образуется конус в 120° (рис. 2), тогда как нижний торец следующей заготовки остается перпендикулярным оси сверла.
Автоматы мод. ЛА-5 и ЛА-6 имеют одинаковое конструктивное исполнение и различаются тем, что станок мод. ЛА-5 служит для отрезки заготовок диаметром от 1,5 до 6 мм. станок мод. ЛА-6 – для отрезки заготовок диаметром от 5 до 12 мм.
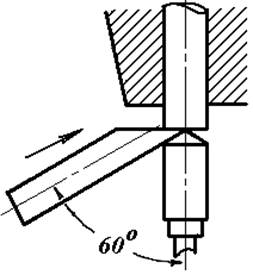
Рис. 2. Схема отрезки заготовки сверла
Станок ЛА-6 (рис. 3) имеет следующие основные узлы: станину, шпиндельную колонку, суппорт и бабку упора, охлаждение и электрооборудование.
Рис. 3. Общий вид вертикально-отрезного автомата ЛА-6.
Станина коробчатой формы служит основанием для шпиндельной бабки. На задней стенке станины закреплен насос для охлаждения, в левой части станины смонтирован электрошкаф. На подвижной плите с правой стороны станины установлен двухскоростной электродвигатель.
Привод этих механизмов, а также вращение шпинделя осуществляются от двухскоростного электродвигателя. От вала электродвигателя через клиноременную передачу и пару трехступенчатых шкивов вращение передается на вал II (рис. 4) и далее через пару конических зубчатых колес 1 и 2 на полый шпиндель, в котором помещается пруток.
На валу II закреплен червяк 7, который через червячное колесо 8 передает вращение валику IVи через пару сменных колес а и b– червяку 9. Червяк 9 передает вращение одновременно двум червячным колесам 10, одно из которых закреплено на вертикальном валу VI, другое — на горизонтальном валу VII. Сменные колеса а и bслужат для настройки подачи резца.
Уравнение кинематического баланса вращения шпинделя имеет вид:
 мин–1
мин–1
|
Основные данные |
Модель |
||
|
ЛА-5 |
ЛА-6 |
||
|
Диаметр заготовки, мм |
наименьший |
1,5 |
5 |
|
наибольший |
6 |
12 |
|
|
Длина отрезки, мм |
наименьшая |
48 |
100 |
|
наибольшая |
160 |
210 |
|
|
Длина прутка, мм |
2000 |
2000 |
|
|
Число ступеней вращения шпинделя |
4 |
6 |
|
|
Частота вращения шпинделя, об/мин |
910÷2580 |
560÷1800 |
|
|
Число отрезных суппортов |
1 |
1 |
|
|
Пределы рабочей подачи резца (вдоль направляющей суппорта), мм/об |
0,01÷0,02 |
0,013÷0,022 |
|
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.