 , об/мин
, об/мин
Продольное перемещение суппорта осуществляется от шпинделя через гитару сменных колёс и ходовой винт.
 , мм
, мм
где tн– шаг нарезаемой резьбы;
tв– шаг ходового винта.
Для исправления прогрессивной ошибки погрешности шага ходового винта, обусловленного неточностью его изготовления и колебаниями окружающей температуры, или изменение шага нарезаемой резьбы служит коррекционная линейка, которая выполнена поворотной. Для поворота её имеется два винта, один из которых снабжён лимбом. Повороту лимба на одно деление соответствует изменение шага нарезаемой резьбы на 0,1 мкм на 100 мм длины. При продольном движении каретки рычаг 5 поворачивает маточную гайку 6 на определённый угол в том или другом направлении и тем самым увеличивает или уменьшает шаг резьбы.
На станке можно нарезать также конические резьбы. Коническую резьбу с небольшой конусностью можно нарезать при смещении центра задней бабки. В других случаях применяется специальная линейка, которая устанавливается на место линейки для автоматического отвода суппорта.
Резьбошлифовальныс станки
Резьбошлифовальные станки применяют для чистовой обработки точных резьб, например резьбы метчиков, резьбовых калибров, точных ходовых винтов. Мелкие резьбы нарезают сразу шлифовальным кругом, а крупные шлифуют после предварительной их нарезки. Существуют три способа шлифования резьбы.
1. Резьба шлифуется однониточным шлифовальным кругом (рис. 47, а). Ось шлифовального круга повернута относительно оси заготовки на угол подъема резьбы. Это позволяет получить большую точность профиля шлифуемой резьбы.
2. Резьба шлифуется многониточным кругом с кольцевыми канавками заданного шага (рис. 47, б). В этом случае ширина b круга должна быть больше длины шлифуемой резьбы на 2÷4 шага. Этот способ производительнее, чем первый, однако резьба получается менее точной, так как профиль ее искажается вследствие параллельности осей круга и заготовки.
3. Если необходимо нарезать длинную резьбу многониточным шлифовальным кругом с кольцевыми канавками, то применяют конический круг. Шлифовальный круг (рис. 47, г) заправлен на конус с утлом γ = 5÷10°, поэтому при продольном перемещении заготовки происходит постепенное врезание круга, и только последние его нитки образуют резьбу полного профиля.
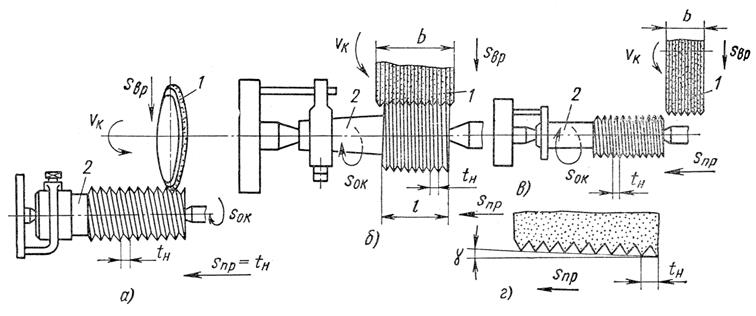
Рис. 47. Схемы шлифования резьбы.
Резьбошлифовальный станок мод. 5822М предназначен для выполнения основных резьбошлифовальных операций: шлифование цилиндрических и конических резьб метчиков, калибров, точных винтов и червяков; затылование метчиков, модульных червячных фрез, резьбовых плоских плашек для резьбонарезных головок и т. д. Станок может работать однониточным и многониточным кругами.
Техническая характеристика станка:
Диаметры шлифуемых резьб, мм:
однониточным кругом..................................................... 3 ÷ 150
многониточным кругом................................................... 10 ÷ 120
Наибольшая длина шлифуемой резьбы, мм:
однониточным кругом..................................................... 375
многониточным кругом................................................... 335
Шаг шлифуемой резьбы:
однониточным кругом:
метрической, мм............................................................ 0,25 ÷ 24
дюймовой, число ниток на 1"......................................... 28 ÷ 3
модульной, мм................................................................ 0,3π÷ 14 π
многониточным кругом:
метрической, мм.............................................................. 1÷4
дюймовой, число ниток на 1"......................................... 24 ÷ 6
Диаметр абразивного инструмента, мм:
наибольший...................................................................... 400
наименьший..................................................................... 300
Основные узлы станка (рис. 48): станина коробчатой формы, по горизонтальным направляющим которой перемещается стол; передняя бабка с приводом вращения заготовки и шпинделем 1; задняя бабка (на схеме не показана); шлифовальная бабка 5 с индивидуальным приводом от электродвигателя 6.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.