Нутромер состоит из корпуса 6, соединенного с трубой 5. На трубе крепится ручка 4 и хомутик 3, к которому крепится индикатор часового типа 2.
К корпусу присоединена втулка 9, в которой с одной стороны перемещается измерительный стержень 1, а с другой стороны укреплена сменная измерительная вставка 8 с контргайкой 7.
Измерительный стержень легко перемещается вдоль своей оси и при помощи рычажной передачи связан с измерительным стержнем индикатора часового типа.Соосно с подвижным стержнем установлен центрирующий мостик 10. Мостик под действием пружины 11 перемещается вдоль оси измерительного стержня и служит для совмещения линии измерения прибора с осевой плоскостью измеряемого отверстия.
2.2 Микрометр типа МК 225 с пределом измерения 200 – 225 мм и ценой деления 0,01 мм (для контроля цилиндровой гильзы дизеля типа Д49 – МК 275).
2.3 Металлическая линейка для определения на втулке мест расположения контролируемых поясов.
2.4 Объектом контроля является цилиндровая гильза дизеля типа Д100 (14Д40 (11Д45), Д49).
3 Порядок выполнения работы
3.1 Наружный осмотр цилиндровой гильзы дизеля.
Произвести наружный осмотр цилиндровой гильзы и установить пригодность ее к дальнейшей работе, необходимость ремонта или замены.
3.2 Измерение цилиндровой гильзы дизеля.
3.2.1 Выполнить разметку мест расположения измерительных поясов втулки цилиндров в соответствии со схемой обмера. Схема обмера втулки цилиндров дизеля типа Д100 приведена на рисунке 2.
3.2.2 Настроить индикаторный нутромер на базовый размер, для чего необходимо:
1) проверить правильность показаний микрометра с помощью калибра;
2) установить на микрометре номинальный базовый размер соответствующий чертежному размеру внутреннего диаметра втулки в измеряемом поясе (таблица 1);
3) вставить измерительную часть нутромера между неподвижной и подвижной пятками (микрометрическим винтом) микрометра «с натягом» в 1 – 2 мм. О наличии натяга свидетельствует отклонение от нуля малой стрелки индикатора;
4) перевести подвижную шкалу индикатора часового типа в положение, при котором нулевое деление шкалы совпадало бы с центральной стрелкой в момент регистрации базового размера.
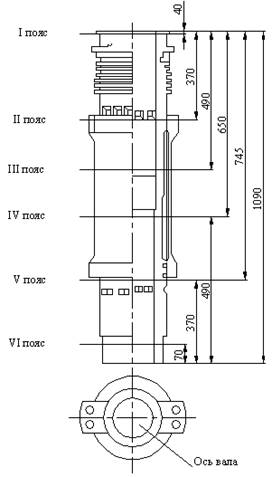
Рисунок 2 – Схема обмера втулки цилиндров дизеля типа Д100
3.2.3 Произвести измерение цилиндровой втулки по поясам рабочей поверхности в перпендикулярной и параллельной плоскостях оси коленчатого вала. Для этого поджимают центрирующий мостик и осторожно вводят измерительную часть нутромера в поверяемую втулку с таким расчетом, чтобы линия измерения совпала с осевым сечением контролируемого пояса втулки. Слегка покачивая нутромер в осевой плоскости втулки, следят за показаниями индикатора, причем минимальное отклонение центральной стрелки индикатора от нулевого деления шкалы (базового размера) будет соответствовать износу внутренней поверхности втулки относительно номинального размера. Для определения величины диаметра в контролируемом поясе втулки необходимо к номинальному (базовому) размеру прибавить величину минимального отклонения (износа), найденного при измерении этого диаметра.
Аналогично определяют величину диаметра цилиндровой втулки и в остальных поясах.
При контроле технического состояния цилиндровой втулки дизеля необходимо соблюдать требования техники безопасности и производственной санитарии.
3.2.4 Занести результаты замеров в таблицу журнала лабораторных работ. Определить овальность внутренней поверхности втулки цилиндров по каждому измерительному поясу.
3.2.5 Сравнить максимальные значения износа и овальности с допустимыми и браковочными значениями, регламентированными Правилами ремонта (таблица 1) и дать заключение о техническом состоянии внутренней поверхности втулки. В случае выявленных дефектов предусмотреть способы восстановления исправного состояния втулки.
Контрольные вопросы
1 Какие измерительные средства применяются при обмере цилиндровой втулки дизеля? Дайте описание их конструкции.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.