Примечание: серы и фосфора не более 0,04 % каждого.
Формирование шва при газовой сварке осуществляется двумя способами: левым и правым (рис. 82).
При левом способе сварки (рис. 82, а) пламя от горелки направлено вперед по ходу сварки, что обеспечивает предварительное прогревание металла и повышение скорости сварки. Недостатком этого способа является понижение качества шва вследствие окисления расплавленного металла кислородом воздуха и возникновения внутренних напряжений из-за резкого охлаждения металла при перемещении горелки влево.
При правом способе сварки (рис. 82, б) пламя направлено в противоположную сторону по отношению к направлению сварки. Предварительного нагрева металла при данном способе сварки не происходит, что приводит к снижению скорости сварки. Однако данный способ по сравнению с левым имеет ряд преимуществ: во-первых, металл шва надежно защищается от окисления кислородом воздуха пламенем горелки и, во-вторых, снижается скорость охлаждения металла в зоне шва, что способствует уменьшению величины остаточных напряжений в зоне сварки.
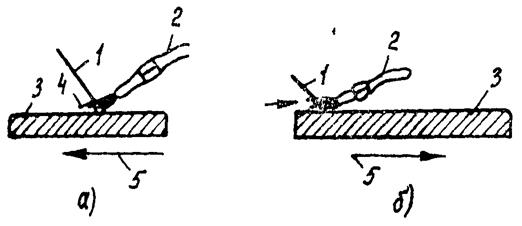
Рис. 82. Способы сварки:
а — левый способ; б — правый способ; 1 —присадочный материал; 2 — горелка;
3 — свариваемый металл; 4 — сварочное пламя; 5 — направление сварки
Скорость нагрева металла при газовой сварке регулируется изменением угла наклона мундштука к поверхности свариваемого металла. Чем больше этот угол, тем больше тепла передается от пламени металлу и тем быстрее он будет нагреваться. При сварке сталей толщиной 1 — 3 мм угол наклона равен 30°, увеличение толщины на 2—3 мм увеличивает угол по отношению к предыдущему углу на 10°. В практике производства сварочных работ наиболее оптимальным является угол в 45°.
16. СПЕЦИАЛЬНЫЕ СПОСОБЫ СВАРКИ С ПРИМЕНЕНИЕМ ДАВЛЕНИЯ
Ультразвуковой сваркой называется сварка металлов давлением, осуществляемая при воздействии ультразвуковых колебаний.
В производстве техники ультразвуковая сварка находит применение в микроэлектронике в основном для приварки токоотводов к интегральным схемам, сварка микросхем в приборах.
Для образования неразъемного сварного соединения при ультразвуковой сварке используется механическая энергия ультразвуковых колебаний, приложенная в зоне контакта плотно сжатых деталей. Возникающие в контакте металлов сдвиговые деформации обеспечивают разрушение окислых пленок и местный нагрев. Тонкие поверхностные слои металла нагреваются и переходят в пластическое состояние, а под действием сжимающих усилий пластически деформируются. При сближении свариваемых поверхностей металлов на расстояние действия межатомных сил обеспечивается их надежное сцепление — получение сварного соединения.
Возникающая в процессе сварки температура, ввиду ее малой величины (200—600°С), практически не оказывает воздействия на структуру и механические свойства свариваемых металлов.
Ультразвуковой сваркой получают точечные и шовные сварные соединения.
Для осуществления сварочных процессов применяются специальные машины. Принципиальная схема машины для точечной ультразвуковой сварки показана на рис. 83.
Высокочастотный генератор 1 служит для преобразования энергии низкой частоты (50 Гц) в выходную энергию высокой частоты (до 15—17 кГц).
Питание от высокочастотного генератора с плавной настройкой частоты тока подводится к магнитострикционному преобразователю 2, являющемуся источником ультразвуковых колебаний и трансформатором амплитуд колебаний. Колеблющийся в осевом направлении инструмент 3 имеет на конце рабочий наконечник 4. Свариваемые заготовки 5 помещаются между наконечником 4 и опорой 6. Возникающие под воздействием усилия Р трения обусловливают образование соединения.
Машины для шовной ультразвуковой сварки в принципе аналогичны машинам для точечной сварки. Отличие их заключается лишь в том, что рабочий инструмент и опора выполнены в форме роликов.
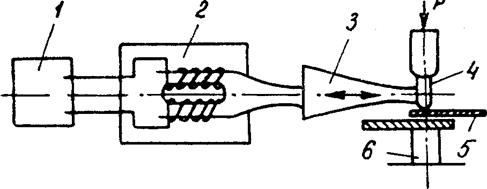
Рис. 83. Принципиальная схема ультразвуковой сварки
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.