 и
т.д.
и
т.д.
Величина коэффициента вытяжки всегда меньше единицы и зависит от механических свойств металла, качества поверхности заготовки, смазки, радиуса закругления пуансона и матрицы, величины зазоров и порядкового номера вытяжки. Для всех переходов (кроме первого) коэффициент вытяжки примерно одинаков и больше первого, так как пластичность металла вследствие деформации уменьшается.
При определении диаметра заготовки под вытяжку исходят из равенства объемов исходного материала и готовой детали. Усилие, необходимое для вытяжки, может быть приближенно вычислено по формуле
P = F·σв·n, кгс,
гдe F — площадь поперечного сечения получаемого стакана, мм2;
σв — временное сопротивление разрыву, Па;
n — поправочный коэффициент, зависящий от коэффициента вытяжки.
При коэффициенте К, равном 0,55—0,65—0,75, коэффициент n соответственно равен 1 — 0,72 — 0,50. Величина усилия вытяжки позволяет осуществить рациональный выбор оборудования.
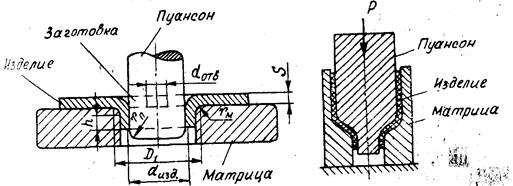
Рис. 44. Схема операции:
а — отбортовка; б — формовка
Отбортовка — образование, борта по внутреннему или наружному контуру листовой заготовки. Отбортовка выполняется при помощи штампов (рис. 44, а), подобных вытяжным. Отбортовку часто применяют для повышения жесткости конструкций из листового материала.
Формовка — вид штамповки, заключающийся в изменении формы заготовки или: полуфабриката путем частичной или местной ее деформации (рис. 44, б).
9.3. ОБОРУДОВАНИЕ ДЛЯ ЛИСТОВОЙ ШТАМПОВКИ
При листовой штамповке применяются штамповочные механические и гидравлические прессы.
Штамповочные механические прессы — кузнечно-прессовые машины, в которых преобразование движения и передача усилия от привода к ползуну осуществляются с помощью жесткозвенной кинематической цепи. Штамповочные механические прессы классифицируются:
1. По принципу действия: простого (с одним ползуном), двойного (с двумя ползунами: наружным прижимным и внутренним штамповочным) и тройного (с тремя ползунами: один прижимной и два штамповочных) действия.
2. По количеству кривошипов: однокривошипные, двухкривошипные и четырехкривошипные.
3. По конструкции станины: открытые, закрытые, одностоечные, двухстоечные, наклоняемые, вертикальные, горизонтальные.
Штамповочные гидравлические прессы — машины, в которых преобразование движения и передача усилия от привода к подвижной траверсе осуществляется с помощью гидравлической жидкости. Штамповочные гидравлические прессы классифицируют:
1. По расположению привода: с верхним и нижним приводом.
2. По принципу действия: простого, двойного и тройного действия.
3. По типу привода: с индивидуальным и насосно-аккумуляторным приводом.
4. По конструкции станины: вертикальные, горизонтальные колонные, одностоечные и двухстоечные.
Для штамповки относительно простых и мелких деталей применяются кривошипные прессы простого действия с номинальным усилием от 1 до 200 тс. Более крупные детали штампуют на прессах такого же типа, но с усилием до 3000 тс. Для глубокой штамповки — вытяжки применяют прессы двойного действия (рис. 45).
Пресс двойного действия имеет два ползуна. К внутреннему ползуну прикреплен вытяжной пуансон, а к наружному — прижимное кольцо. Внутренний ползун, как и у обычного кривошипного пресса, получает возвратно-поступательное движение от кривошипно-шатунного механизма. Наружный ползун получает движение или от кулачков, насаженных на коленчатый вал, как показано на рис. 45, или же от системы рычагов, связанных с коленчатым валом.
Кинематику пресса строят таким образом, чтобы наружный ползун вначале прижал фланец заготовки к торцу матрицы, и лишь после этого пуансон, укрепленный на внутреннем ползуне, должен начать процесс вытяжки. На протяжении всего времени вытяжки наружный ползун должен оставаться неподвижным, осуществляя прижим фланца, и лишь после окончания вытяжки оба ползуна поднимаются.
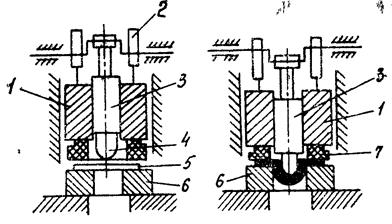
Рис. 45. Схема пресса двойного действия:
1 — наружный ползун; 2 — кулачки; 3 — внутренний ползун;
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.