Сварочные генераторы постоянного тока представляют собой электрические машины с приводом либо от электродвигателя, либо от двигателя внутреннего сгорания. Первые называют сварочными преобразователями, вторые —сварочными агрегатами.
К однопостовым сварочным преобразователям относятся ПС-300, ПС-500, ПСО-500, ПСГ-500, ПСО-800 и другие, к многопостовым — ПСМ-1000. Цифрами указывается величина номинального сварочного тока при ПР=65%.
Сварочные агрегаты предназначаются для дуговой сварки в местах отсутствия электроэнергии. К ним относится, например, сварочный агрегат типа АСВ-300 с бензиновым двигателем. Номинальный ток генератора этого агрегата 300 А при ПР=65%. Пределы регулирования тока 75-320 А.
Различные внешние характеристики у сварочных генераторов постоянного тока получаются за счет их электрической схемы, позволяющей изменять магнитный поток в зависимости от величины сварочного тока. Для установки заданного тока сварочные генераторы снабжены ступенчатыми регуляторами, а для плавного регулирования тока в пределах каждой ступени — реостатами.
Сварочные выпрямители изготовляются с полупроводниковыми выпрямительными элементами и за последние годы получили широкое применение в сварочной технике. Промышленностью выпускаются селеновые и кремниевые выпрямители, которые по сравнению с генераторами постоянного тока имеют существенные преимущества. Они дешевле, проще в эксплуатации, имеют меньший вес и более высокий коэффициент полезного действия.
Сварочные трансформаторы, применяемые для сварки на переменном токе, экономичнее генераторов постоянного тока. Они портативны, просты по конструкции и в эксплуатации. Коэффициент полезного действия сварочных трансформаторов составляет 0,8 — 0,85, а сварочных генераторов постоянного тока – 0,3 — 0,6. Крутопадающие внешние характеристики при сварке на переменном токе и плавное регулирование сварочного тока достигаются с помощью регуляторов тока, включаемых в электромагнитную схему трансформаторов.
По виду электромагнитных схем различают сварочные трансформаторы с нормальным магнитным рассеянием и дополнительным индуктивным сопротивлением в виде дросселя и трансформаторы с увеличенным магнитным рассеянием (рис. 61).
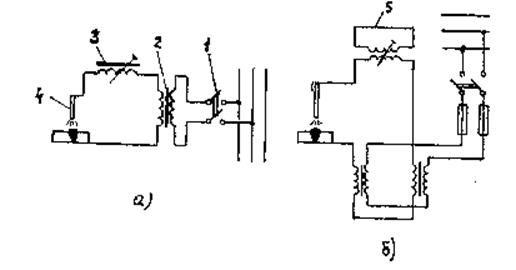
Рис. 61. Схемы сварочных трансформаторов:
а — схема сварочного трансформатора с нормальным магнитным рассеянием и дополнительным дросселем; б — схема с увеличенным магнитным рассеянием; 1— рубильник: 2 — сварочный трансформатор; 3 — дроссель; 4 — электрод; 5 — магнитный шунт
Трансформаторы с нормальным магнитным рассеянием бывают в двухкорпусном и однокорпусном выполнении (рис. 61, а). Регулятор тока у этих трансформаторов представляет собой индукционную катушку—дроссель, включаемую последовательно с трансформатором. Величина сварочного тока регулируется путем изменения воздушного зазора между подвижной и неподвижной частями сердечника дросселя. Протекающий по обмотке дросселя трансформированный переменный ток Iтр возбуждает в его сердечнике переменный магнитный поток, который, пересекая обмотку дросселя, индуктирует в ней электродвижущую силу, направленную против течения тока Iтр, и создает ток индуктивного характера Iинд, уменьшающий величину сварочного тока Iсв:
Iсв = Iтр — Iинд.
С увеличением воздушного зазора между частями сердечника дросселя его магнитное сопротивление возрастает, индуктивное сопротивление уменьшается, а сварочный ток повышается. При уменьшении воздушного зазора, наоборот, магнитное сопротивление уменьшается, вызывая увеличение индуктивного сопротивления и снижение сварочного тока.
Трансформаторы с увеличенным магнитным рассеянием выполняются однокорпусными. Регулирование тока у этих трансформаторов осуществляется изменением индуктивного сопротивления либо с помощью магнитного шунта, либо за счет перемещения подвижных обмоток трансформаторов (рис. 61, б).
Сварочные трансформаторы изготовляются с номинальным сварочным током от 120 до 2000 А при ПР == 65 % и вторичном напряжении 60 — 85 В.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.