Ковкой называется обработка давлением с помощью универсального подкладного инструмента или бойков. Течение металла при ковке происходит в направлениях, не ограниченных поверхностями инструмента, поэтому такая деформация металла может быть названа свободной ковкой. Изделия, получаемые ковкой, называются поковками. Ковка применяется в мелкосерийном и в индивидуальном производстве и является единственном способом изготовления тяжеловесных поковок типа валов гидрогенераторов, турбинных дисков.
В качестве исходного материала для ковки используются стальные слитки массой от 0,5 до 350 т. Слитки могут иметь различную форму сечения. Крупные слитки имеют многогранное сечение — 6 — 12 граней. Слитки небольшой массы (до 2 — 3 т) имеют круглое сечение или квадрат. По форме слитки подразделяются на: малоприбыльные, бесприбыльные, полые и удлиненные. Из малоприбыльных и бесприбыльных слитков изготовляют пустотелые поковки типа труб, колец, венцов шестерен, пустотелых валов и т. п.
Полые слитки из легированных сталей используются для изготовления поковок баллонов и труб, испытывающих высокие давления. Применение полых слитков позволяет получить качественные поковки и снизить расход металла на 10 — 12%. Удлиненные слитки используются для изготовления длинных валов, осей и других поковок подобного типа.
Деформация металла при ковке может быть выражена коэффициентом уковки или относительным изменением площадей поперечного сечения слитка и поковки.
Коэффициентом уковки называется отношение площади поперечного сечения исходной заготовки к площади поперечного сечения поковки:

где ![]() — площадь поперечного
сечения исходной заготовки, мм2;
— площадь поперечного
сечения исходной заготовки, мм2;
![]() — площадь
поперечного сечения поковки, мм2.
— площадь
поперечного сечения поковки, мм2.
Относительные изменения площадей поперечного сечения определяются по формуле
Коэффициент уковки показывает, во сколько раз изменилось поперечное сечение заготовки в процессе ковки, т. е. характеризует степень прокованности металла. Чем больше изменено поперечное сечение заготовки, тем лучше прокован металл и тем выше его механические свойства.

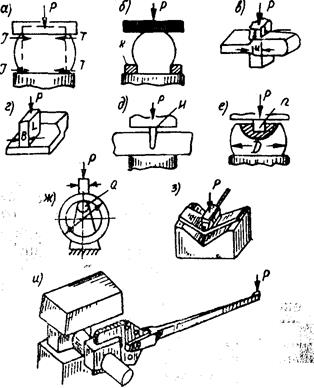
Рис. 31. Операции ковки
Практикой установлено, что для получения качественных поковок из конструкционных сталей коэффициент уковки должен быть не менее трех.
Получение поковок осуществляется путем чередования ряда последовательных операций ковки. К основным операциям ковки относятся: осадка, высадка, протяжка, раскатка, разгонка, гибка, отрубка, прошивка, скручивание и др. (рис. 31).
Осадкой называется уменьшение высоты заготовки при увеличении площади ее поперечного сечения (рис. 31, а). Осадка применяется для изготовления поковок с большим поперечным сечением и относительно малой высотой типа шестерен, дисков и т. п. При изготовлении пустотелых поковок типа колец, барабанов и им подобных осадка вменяется как предварительная операция.
Разновидностью осадки является высадка.
Высадкой называется осадка части заготовки (рис. 31, б). Высадка применяется для получения головок болтов, буртов, фланцев и т. п. Высадка может осуществляться при нагреве всей или только части заготовки кольцевым инструментом К.
Протяжкой называется удлинение заготовки за счет уменьшения площади поперечного сечения (рис. 31, е). Протяжка применяется при изготовлении поковок с удлиненной осью типа валов, рычагов, шатунов, тяг и т. п. и является наиболее распространенной операцией ковки. Она производится последовательными ударами или нажатиями инструмента на отдельные участки заготовки, прилежащие один к другому, заготовку в процессе ковки периодически или после каждого удара поворачивают на определенный угол. На интенсивность протяжки оказывает влияние ширина и форма применяемых бойков, состояние их поверхности и длина деформируемого участка заготовки. Чем выше чистота поверхности бойков, чем меньше их ширина и длина деформируемого участка заготовки, тем интенсивнее протяжка. Интенсивность протяжки увеличивается при применении вырезных бойков.
Разновидностями протяжки являются операции раскатки и разгонки.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.