Для уменьшения ликвации при получении отливок применяют ускоренные процессы охлаждения жидкого металла, залитого в форму, а также понижают температуру и скорость заливки форм.
2. ЛИТЬЕ В ПЕСЧАНЫЕ ФОРМЫ
2.1. МОДЕЛЬНО — ОПОЧНАЯ ОСНАСТКА
Для изготовления отливок литьем в песчаные формы применяют приспособления и инструменты, которые в совокупности называются литейной оснасткой. Часть литейной оснастки, включающая все технологические приспособления, необходимые для получения в форме отпечатка модели отливки, составляет модельный комплект.
Модельным комплектом называется комплект формовочных приспособлений, необходимый для образования при формовке рабочей полости литейной формы, включая литейную модель, стержневые ящики, модели литниковой системы, формовочные, контрольные и сборочные шаблоны для конкретной отливки.
Модельный комплект состоит из модели отливки и элементов литниково-питающей системы, стержневых ящиков, модельных плит для установки и крепления моделей отливок, сушильных плит и приспособлений для доводки и контроля форм и стержней. При изготовлении литейных форм, кроме модельного комплекта, используются опоки и различные приспособления — наполнительные рамки, щитки, штыри, скобы, а также специальный формовочный инструмент.
Литейной моделью называется приспособление для получения в литейной форме отпечатка, соответствующего конфигурации и размерам отливки.
Стержневой ящик представляет собой приспособление, имеющее рабочую полость для получения в ней стержня нужных размеров и очертаний из стержневой смеси.
Материалом для моделей и стержневых ящиков служат древесина, металлы, пластические массы и другие материалы. Выбор материала определяется условиями и типом производства (единичное, серийное, массовое), а также требованиями, предъявляемыми к отливкам в отношении точности размеров и шероховатости поверхности. Конструкция моделей и стержневых ящиков должна обеспечивать равномерное уплотнение формовочной смеси, быстрое удаление моделей и учет усадки металла, из которого получают отливки. В связи с этим размеры моделей всегда несколько больше размеров литых деталей. Величина усадки у всех металлов различная и составляет: для сталей 1,5—2,0%; для чугунов 0,8—1,2%; для меди и ее сплавов 1,0—1,5%; для алюминия и его сплавов 1,5—2,0%.
Для быстрого удаления моделей из форм и стержней из стержневых ящиков в их конструкции предусмотрены формовочные уклоны. Величина формовочных уклонов колеблется от 0,5 до 2,0°. Деревянные модели и стержневые ящики изготавливают из древесины сосны, ольхи, бука, липы и других пород. В зависимости от типа производства они подразделяются на три класса прочности. Первый класс моделей и стержневых ящиков обеспечивает получение до 500 — 1000 форм и стержней. Второй — до 200 и третий — несколько форм и стержней. Деревянные модель и стержневой ящик для получения отливки детали показаны на рис 3.
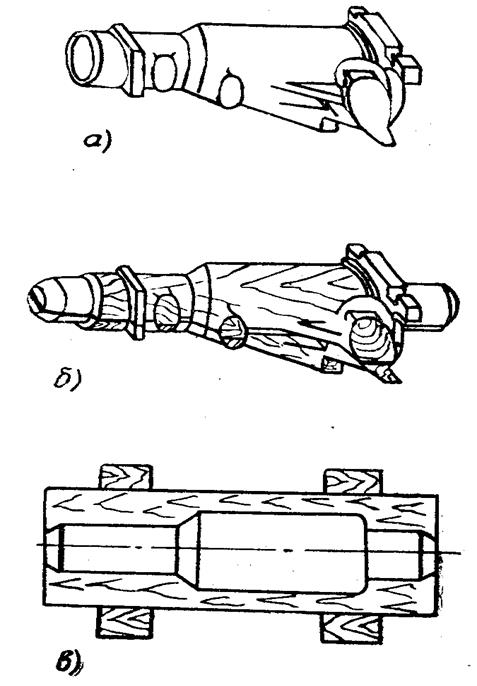
Рис. 3. Технологическая оснастка для изготовления формы отливки:
а — отливка; б — модель; в — стержневой ящик
Для изготовления пластмассовых моделей и стержневых ящиков широко применяются пластмассы на основе фенолформальдегидных смол. Такие модели и стержневые ящики обладают малым весом, достаточной прочностью и обеспечивают получение отливок с высокой точностью размеров. В практике изготовления деталей и узлов литьем в песчаные формы применяются пластмассовые стержневые ящики двух типов: цельнопластмассовые и пластмассовые с корпусом из алюминиевых сплавов. Первые обеспечивают изготовление до 1000 стержней, вторые — до 30000. Для получения литейных форм при ручной и машинной формовке применяются одно- и двухсторонние модельные плиты.
Модельной плитой называется плита, оформляющая разъем литейной формы и несущая на себе различные части модели, включая литниковую систему, и служащая для набавки одной из парных опок при неразъемных моделях.
Модельная плита, на которой модели закреплены лишь с одной стороны с целью раздельной формовки нижней и верхней полуформы, называется односторонней.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.