Для низкоуглеродистых сталей с содержанием до 0,3% С прекращение обработки давлением в интервале температур А3—А1 является вполне допустимым. Для заэвтектоидной стали обработка давлением заканчивается в интерва-
ле температур Aст—A1. С увеличением углерода в заэвтектоидной стали пластичность стали снижается и нижний предел температурного интервала должен быть несколько повышен.
5.4. НАГРЕВ МЕТАЛЛА И НАГРЕВАТЕЛЬНЫЕ УСТРОЙСТВА
Нагрев металла под обработку давлением производится с целью повышения его пластичности и уменьшения сопротивления деформированию. Нагрев является одной из важнейших операций в технологии обработки металлов давлением, от которой в большой степени зависит точность размеров изделий и их качество, правильное использование оборудования, инструмента. Нагрев должен обеспечить равномерную температуру по сечению заготовки, ее минимальное окисление и обезуглероживание. Практикой установлено, что интенсификация нагрева снижает окалинообразование, за счет чего повышается точность изделий, возрастает стойкость инструмента. Выбор правильного способа и режима нагрева металла имеет существенное значение в получении поковок высокого качества.
Способ нагрева определяется характером передачи тепла металлу.
В настоящее время в производстве применяются два способа нагрева заготовок под горячую обработку давлением: прямой и косвенный.
Прямым способом нагрева называется такой, при котором тепло аккумулируется непосредственно в металле, а температура окружающей среды остается ниже температуры металла. Например, нагрев металла при пропускании через него электрического тока (контактный, индукционный) является прямым нагревом. Количество тепла при прямом нагреве в металле может быть определено по закону Джоуля — Ленца
Q
= 0,24I2R![]() , кал,
, кал,
где Q — количество тепла, кал (Дж.); I
— сила тока, протекаемого по металлу
при данных условиях нагрева, А; R — электрическое
сопротивление металла, Ом; ![]() — время
протекания тока, с.
— время
протекания тока, с.
Косвенным способом нагрева называется такой, при котором тепло передается металлу за счет соприкосновения его поверхности с какой-либо средой (газообразной, жидкой или твердой), нагретой до более высоких температур. Например, нагрев металла в пламенных печах, расплавленных солях и электролитах.
Скорость нагрева определяет производительность нагревательного устройства. Однако неограниченное повышение скорости нагрева не допускается Это приводит к дефектам заготовок и поковок. При медленном нагреве, помимо снижения производительности, может возникнуть брак металла из-за обезуглероживания и окисления. При быстром нагреве из-за чрезмерно большой разницы температуры между поверхностью и средней частью заготовки в металле могут появиться трещины. Таким образом, существует оптимальная скорость нагрева, называемая допустимой. Скорость нагрева определяется повышением температуры металла в единицу времени (град/с, град/мин) или временем нагрева, приходящимся на единицу толщины нагреваемой заготовки или поковки.
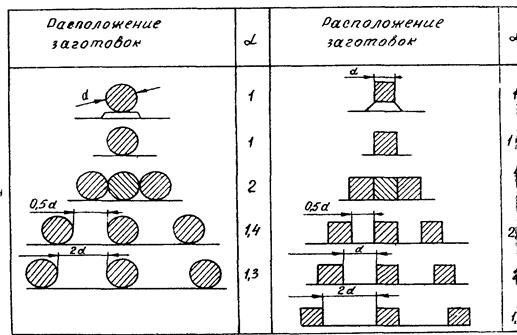
Рис.
17. Значение коэффициента ![]() от укладки заготовок
под нагрев
от укладки заготовок
под нагрев
Время нагрева заготовок небольших размеров и диаметра до температуры tвн можно определить графически .
Заготовки и слитки более крупного сечения нагреваются в пламенных печах, а времяих нагрева определяется по эмпирической формуле Н. Н Доброхотова — В. Ф. Копылова
![]() мин,
мин,
где k — коэффициент, учитывающий теплофизические свойства металла; для низкоуглеродистых и низколерованных сталей он равен 10; для высокоуглеродистых и высоколегированных — 20;
d — диаметр заготовки, мм;
![]() — коэффициент,
учитывающий расположение заготовок на поду печи (рис 17).
— коэффициент,
учитывающий расположение заготовок на поду печи (рис 17).
Нагревательные устройства
Все нагревательные устройства классифицируются:
1. По источнику энергии:
— на пламенные печи;
— электронагревательные устройства.
2. По назначению:
— кузнечные;
— прокатные;
— термические.
3. По принципу действия:
— с периодической загрузкой;
— с непрерывной загрузкой (методические).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.