При необходимости поковки подвергают термической обработке: - отжигу и нормализации. Очистка от окалины проводится путем химического травления в специальных составах электролитов или реактивов.
9.1.СУЩНОСТЬ ПРОЦЕССА ЛИСТОВОЙ ШТАМПОВКИ
Листовой штамповкой называется способ изготовления плоских и объемных тонкостенных изделий из листового материала, ленты или полосы с помощью штампов на прессах или без их применения (беспрессовая штамповка).
Листовая штамповка, являясь одним из наиболее прогрессивных способов получения деталей и заготовок из листового материала, имеет весьма широкое применение во всех отраслях производства и ремонта.
Листовая штамповка в зависимости от толщины листа условно делится на тонколистовую (S<4мм) и толстолистовую (S>4 мм). Штамповка осуществляется как в холодном состоянии, так и в горячем. Металл толщиной свыше 4 — 10 мм обычно штампуют в горячем состоянии. В горячем состоянии штампуют и менее тонкие заготовки и детали из специальных легированных сталей и малопластичных цветных металлов.
Штамповка листового материала относится к наиболее прогрессивным, высокопроизводительным способам обработки давлением.
Технико-экономические преимущества листовой штамповки перед другими способами обработки давлением следующие:
1. Экономичное использование материала (отходы не более 10-20%).
2. Низкая стоимость изготовляемых изделий при массовом их выпуске.
3. Высокая точность размеров и хорошее качество поверхности.
4. Высокая производительность оборудования с полной механизацией и автоматизацией производства (с одного пресс-автомата получают 50—60 тысяч штук деталей в смену).
5. Возможность получения полых тонкостенных изделий весьма сложных форм, не нуждающихся в последующей обработке на станках и обладающих полной взаимозаменяемостью.
6. Простота обслуживания штамповочных прессов. При листовой штамповке применяются разделительные штампы, предназначенные для отделения материала по контуру, и листовые формообразующие штампы, предназначенные для получения детали или заготовки без преднамеренного изменения толщины или сечения материала.
9.2. ОСНОВНЫЕ ТЕХНОЛОГИЧЕСКИЕ ОПЕРАЦИИ
Листовые штампованные детали и сборки изготовляются за одну или несколько последовательно выполняемых операций. В зависимости от способа действия внешних сил и характера напряженно-деформированного состояния материала операции листовой штамповки подразделяются на разделительные и формоизменяющие.
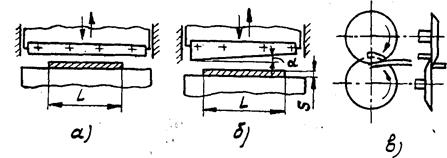
Рис.40. Схема разделительных ножниц:
а—с параллельными ножами; б—гильотинные; в—дисковые
К разделительным операциям относятся операции, в результате которых происходит отделение одной части заготовки от другой по заданному контуру.
К формоизменяющим операциям относятся операции, в результате которых заготовке путем пластического деформирования материала придается заданная форма.
К разделительным операциям относятся: отрезка, вырубка, пробивка, обрезка, надрезка, зачистка.
Отрезка — полное отделение части заготовки по незамкнутому контуру путем сдвига. Отрезка относительно тонких металлов осуществляется на механических листовых ножницах с параллельным расположением ножей (рис. 40, а). При толщине листового металла до 3 мм отрезка проводится на дисковых ножницах (рис. 40, в) и при толщинах от 3 до 60 мм — на гильотинных ножницах с наклонно поставленными ножами (рис. 40, б).
Усилие резания на параллельных ножницах определяется по формуле
P= 1,3L·S·τср, кгс,
где L — длина среза, мм;
S — толщина листа, мм;
τср — сопротивление срезу, Па;
1,3 — коэффициент, учитывающий затупление режущих кромок ножниц.
Величина усилия резания на гильотинных ножницах несколько меньшая, чем при резании на параллельных ножницах, и не зависит от ширины разрезаемого материала
P=
1,3  кг,
кг,
где α — угол наклона верхнего ножа.
Вырубка — полное отделение заготовки или детали от листовой заготовки или профильного материала по замкнутому контуру путем сдвига.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.