Сварка давлением осуществляется за счет совместной пластической деформации соединяемых металлов, нагретых до высокопластического состояния или обладающих высокой пластичностью при нормальной температуре. Для проведения пластической деформации к месту сварки требуется приложить внешнюю силу, обеспечивающую разрушение на контактирующих поверхностях окисных и жировых пленок и смятие неровностей, препятствующих межатомному взаимодействию соединяемых металлов.
В случае сварки давлением с нагревом соединяемых деталей при их совместной пластической деформации зерна металлов в месте контакта дробятся, и если свариваются однородные металлы, то при нагреве выше температуры рекристаллизации происходит образование зоны равноосных зерен металла, общей для обеих свариваемых деталей.
Если сварка давлением осуществляется без нагрева, то между деформируемыми металлами возникают силы атомного взаимодействия. При этом вследствие неодинакового течения металла и влияния сил трения зерна в месте контакта деталей сильно деформируются, граница между соединяемыми металлами исчезает. Рекристаллизация в данном случае не происходит и металл наклепывается. Обычно сварка давлением выполняется с местным нагревом деталей выше температуры рекристаллизации.
Сварка плавлением производится обычно при последовательном нагревании кромок свариваемых заготовок до местного расплавления с помощью мощного высокотемпературного источника тепла. Под действием тепла в месте нагрева образуется некоторый объем расплавленного металла, который называют сварочной ванной. В сварочной ванне металл соединяемых заготовок самопроизвольно перемешивается, его атомы сближаются до расстояния, обеспечивающего межатомное взаимодействие. При этом имеет место окисление, раскисление и легирование жидкого металла. Характер протекания этих процессов зависит от свойств свариваемого металла, от способа и технологии сварки. По мере перемещения источника сварочного тепла расплавленный металл ванны охлаждается и кристаллизуется, постепенно образуя сварной шов.
В процессе сварки плавлением некоторая часть металла сварочной ванны выгорает. С целью возмещения потерь свариваемого металла, называемого основным металлом, я лучшего заполнения зазора между соединяемыми деталями в сварочную ванну обычно вводят дополнительный металл, который именуется присадочным.
Присадочный металл выпускается промышленностью в видепроволоки, его химический состав должен быть близок основному металлу. Свойства, химический состав и диаметр присадочной проволоки регламентируются государственными стандартами.
Сварка плавлением в силу особенностей формирования сварного шва является металлургическим процессом. К его особенностям относятся весьма высокие температуры и кратковременность протекания процесса.
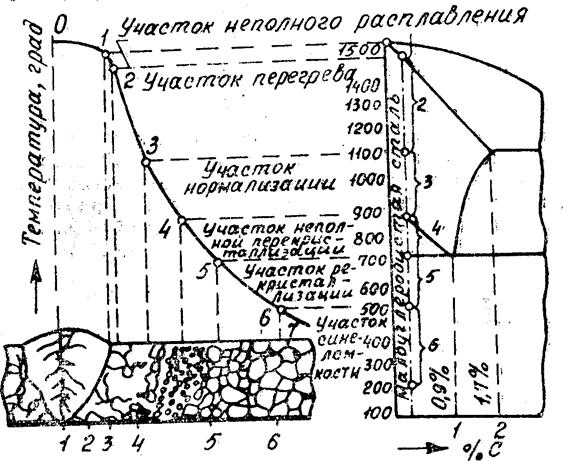
Рис. 51. Изменение структуры металла в зоне термического
влияния при сварке низкоуглеродистой стали
На рис. 51 показано изменение структуры металла в зоне термического влияния и распределения температуры при сварке малоуглеродистой стали.
Наплавленный металл 1(0—1) имеет столбчатое (дендритное) строение, характерное для литой стали при ее медленном затвердевании. Если наплавленный металл или соседний с ним участок 1 был перегрет, то при охлаждении на участке 2 зерна основного металла имеют игольчатую форму, образуя грубоигольчатую структуру. Этот участок имеет крупнозернистую структуру и обладает наибольшей хрупкостью и весьма низкими механическими свойствами. На участке 3 температура металла не превышает l0000С. Здесь имеет место нормализация, структура мелкозернистая с повышенными механическими свойствами по сравнению с исходным металлом. Участок 4 характеризуется неполной перекристаллизацией стали, так как температура нагрева находилась между критическими точками Ас1 и Ас3 На этом участке наряду с крупнозернистым ферритом образуются и мелкие зерна феррита и перлита.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.