Q==0,24I2Rτ, ккал,
где I — сварочный ток, А;
R— полное сопротивление сварочного участка контура, Ом;
τ — время протекания тока, с.
Полное сопротивление R сварочного участка будет складываться из сопротивления сварочного кантакта Rк и оммического сопротивления выступающих за электроды участков заготовок 2Rом. В связи с тем, что сопротивление Rк во много раз превосходит сопротивление любого участка цепи, при прохождении тока максимально будет нагреваться только металл в зоне контакта при относительно холодном состоянии остального металла заготовок. Контактное сопротивление между свариваемыми металлами зависит от их химических свойств, состояния свариваемых поверхностей, прикладываемого усилия и развиваемой в зоне контакта температуры. Для обеспечения быстрого нагрева свариваемых металлов процесс сварки ведут при высоких плотностях тока. В зависимости от площади контактов и толщины соединяемых деталей сила сварочного тока достигает тысяч и десятков тысяч ампер при напряжении 1,0—15В. Сварочные контактные машины в основном работают на переменном токе. Основными узлами машины для контактной сварки являются трансформатор, прерыватель тока и механизм давления. Принципиальная схема машины для контактной стыковой сварки представлена на рис. 68.
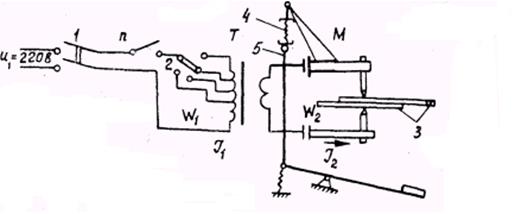
Рис. 69. Принципиальная схема точечной машины для контактной сварки:
П — прерыватель; Т — трансформатор; М — механизм давления
Трансформатор служит для выработки сварочного тока и регулирования его силы в процессе работы. К силовой сети переменного тока с напряжением, равным 220 В, через рубильник 1, прерыватель П, переключатель ступеней мощности 2 подключается первичная обмотка трансформатора W1 с большим числом витков. При включении трансформатора во вторичной его обмотке W2, имеющей, как правило, один-два витка, создается низкое напряжение U2от 1 до 12В. Если при этом вторичный контур будет замкнут через свариваемые заготовки 3, то в контуре под действием напряжения потечет сварочный ток I2 весьма значительной величины, так как сопротивление этого контура небольшое. Сила тока будет зависеть от положения переключателя 2.
Изменение положения переключателя приводит к изменению числа витков первичной обмотки трансформатора, включенных в силовую сеть. С увеличением толщины заготовок требуется повышение силы тока, что легко достигается путем уменьшения числа витков в первичной обмотке трансформатора.
Прерыватель служит для включения и выключения сварочного тока, а также для регулирования времени его протекания. В малопроизводительных машинах чаще всего ставят механические прерыватели. В высокопроизводительных машинах ставят сложные игнитронные прерыватели.
В механических прерывателях время протекания тока выдерживается рабочим на глаз, приближенно. Качество сварки зависит от мастерства работающего. На машинах с игнитронными прерывателями время протекания тока устанавливается заранее и выдерживается с точностью до 10 м/с.
Механизм давления служит для создания в сварочном контакте давления, изменяющегося в процессе сварки по определенному закону. Механизмы давления могут быть пневматические или гидравлические. На маломощных машинах устанавливаются простейшие механические механизмы давления. Основной частью механических механизмов является пружина 4. При нажатии на педаль пружина сжимается, воздействуя при этом на контакты (электроды) машины. Изменяя предварительное натяжение пружины гайкой 5, можно регулировать силу сдавливания контактов.
В пневматических и гидравлических системах изменение достигается постановкой специальных редукторов, изменяющих давление воздуха или масла в рабочем цилиндре машины.
Из всех известных способов контактной сварки в производстве наиболее широко применяются точечная, шовная и стыковая сварка, обеспечивающие высокую технологичность процесса сварки и хорошее качество сварных соединений.
Стыковой контактной сваркой называется сварка, при которой соединение свариваемых частей происходит по поверхности стыкуемых торцов.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.