Круглі плашки використовують головним чином для нарізання різьб на заготовках з кольорових металів, а також для нарізання різьб малих діаметрів (до 3 мм). їх виготовляють розрізними (регульованими по діаметру), і нерозрізними. Нерозрізні плашки більш надійні і забезпечують одержання більш правильної і чистої різьби ніж розрізні.
При нарізанні зовнішньої (внутрішньої) різьби на заготовках із в'язких металів відбувається «підняття нитки» (вспучування металу), тобто зовнішній діаметр різьби дещо збільшується в порівнянні з початковим діаметром заготовки перед нарізанням різьби. Тому діаметр заготовки під різьбу роблять на 0,1-0,2 мм менше зовнішнього діаметра різьби. При нарізанні різьби круглими плашками на верстатах їх встановлюють в патрони, які вимикаються від упора. Плашку закріплюють трьома гвинтами. Патрон подають на заготовку вручну доти, поки різьба не захопить і не поведе плашку, після чого відбувається самозатягування.
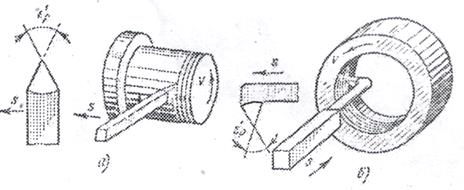
Для нарізання різьби на револьверних верстатах використовують трубчасті плашки (мал. 117), що працюють значно краще звичайних круглих плашок внаслідок вільного видалення стружки, зручності заточення ріжучих кромок, надійного центрування плашки в патроні і можливості регулювання розміру за допомогою стягуючого кільця. Нарізання зовнішньої різьби на свердлильних, револьверних, болторізних верстатах і автоматах різьбонарізними (гвинторізними) головками є більш продуктивним і точним способом. У залежності від розташування гребінок розрізняють наступні типи різьбонарізних головок: з радіальним розташуванням гребінок для точних різьб (мал. 118, а); з тангенціальним розташуванням гребінок для менш точних різьб (рис, 118, б) По конструкції гребінок різьбонарізні головки можуть бути з круглими (дисковими) (мал. 118, в) і плоскими (призматичними) гребінками (мал. 118, а, б).
Виготовляють різьбонарізні головки, які самовідкриваються; у них наприкінці процесу нарізання різальний інструмент виходить із зачеплення з різьбою без вигвинчування головки і швидко повертається у вихідне положення.
Різьбові різці і гребінки застосовують при нарізанні особливо точних зовнішніх різьб (для різьбових калібрів), особливо відповідальних різьб, а також при чистовому нарізанні
точних ходових трапецієвидних і прямокутних різьб.
Мал.119
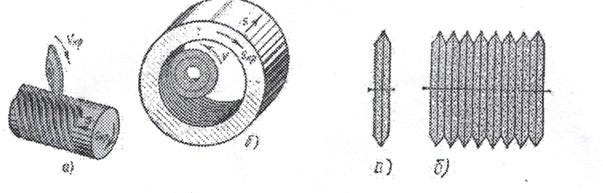
Для нарізання зовнішніх різьб застосовують різьбові різці стержньові, призматичні, а також круглі(мал. 119). Профіль різьбового різця являє собою профіль западини між двома сусідніми витками різьби. При чистовому нарізанні передній кут різців рівний нулю, що забезпечує точність профілю, а при чорновому — від 5 до 20 для полегшення різання (для твердих сталей беруть менші значення кутів, а для в'язких сталей — великі значення). Нарізання різьбовими різцями є малопродуктивною операцією, тому що необхідно зробити велике число робочих ходів. Різьбонарізні гребінки являють собою як би декілька різьбових різців, з'єднаних разом в ряд (від 2 до 8). Гребінки мають ріжучу (приймальну) частину зі зрізаними зубами (звичайно 2-3 зуба) і направляючу частину -інші зуби. Завдяки наявності декількох зубів гребінка не вимагає великого числа проходів, як різьбовий різець, і, отже, дає велику продуктивність.
Шліфування різьби абразивними кругами (мал. 120) на різьбошліфувальних верстатах застосовують для обробки мітчиків, різьбових фрез, різьбових калібрів, накатньїх роликів і т.п. У виробництві застосовують наступні основні способи шліфування різьби:
Мал.120 Мал.121
шліфування однонитковим шліфувальним кругом, профільованим відповідно до профілю однієї западини різьби(мал.121, а). При великій глибині різання і малої окружної швидкості можна шліфувати різьби з невеликим кроком «з цілого», тобто без попереднього прорізування. Цей метод' дозволяє одержати різьби дуже високої точності, наприклад з погрішністю по половині кута профілю різьби в межах ±3;
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.