Мал. 95 Схеми роботи багатошпиндельних напівавтоматів:
а — рівнобіжної дії; б — послідовної дії: 1 -- загальна карусель з патронам» для установки заготовок; 2 супортні групи з однаковими наборами груп інструментів для кожної позиції обробки; 3 - - нерухомий кулачок подач супортних груп; 4 — нерухома колона; 5 — елементи затиску заготовок (патрони); б — супортні групи з різними наборами груп інструментів для кожної позиції обробки; поворотний шпиндельний блок, що несе затискні патрони на багатьох шпинделях; 8 -нерухома підстава.
Розглянемо як приклад принцип роботи й основних вузлів вертикальних напівавтоматів мод. 1ДО282 і 1283 з вісьма шпинделями.
Робочий простір верстата (мал. 96) включає вісьмох секторів-позицій.
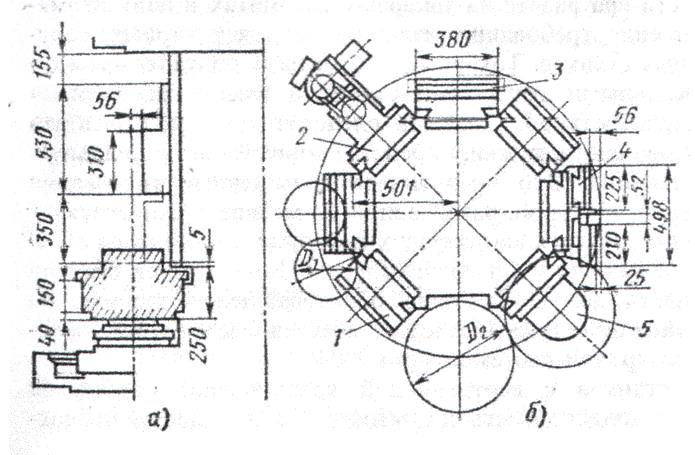
Мал. 96. Розміри зони обробки робочої позиції (а) і розташування супортів на колоні (б) багатошпиндельного токарного напівавтомата.
Кожну з позицій, крім завантажувальної, можна розглядати як верстат, зв'язаний з іншим керуванням, базовими деталями, загальним приводом. На верстаті використовується п'ять основних типів супортів: вертикальний 1, з розточувальною голівкою 2, універсальний 5, рівнобіжної дії 4 і з приводом свердлильної голівки 5. Крім того, маються спеціальні супорти і багатошпиндельна свердлильна голівка. Супорти монтуються на направляючих колони відповідно до технологічного процесу обробки конкретної заготовки (чи заготовок).
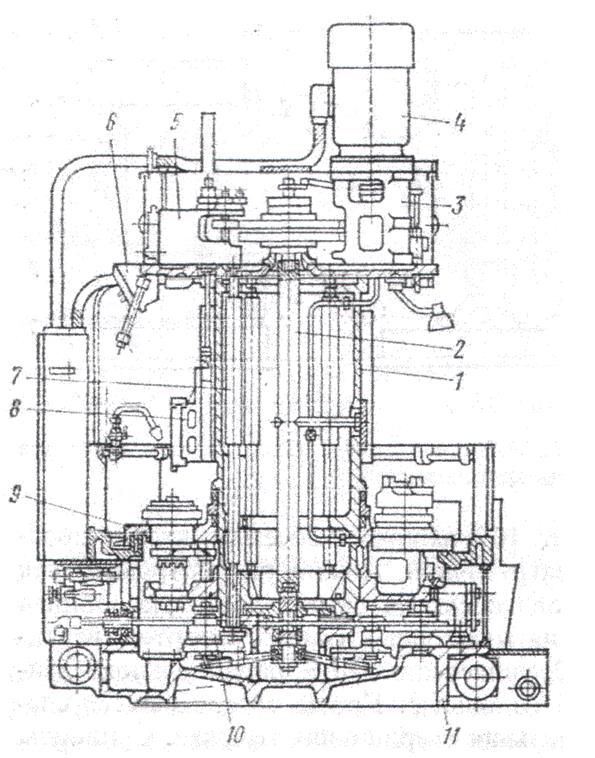
Мал.97
На литій колоні 1 (мал. 97) з восьмигранної верхньої і конусоподібний нижньої частинами змонтовані напрямні типу «хвіст ластівки», по яких переміщаються супорти 8. На нижній загартованій поверхні колони центрується поворотний шпиндельний стіл 9 зі шпинделями і патронами для затиску заготовок. Через порожнину колони проходять робочі вали 7 ланцюга головного приводу і тяга 2 приводи синхронізаторів і гальма. На верхньому торці колони розміщений верхній блок з редуктором 3 головні приводи, електродвигуном 4, родину коробками подач 5 і командо-аппаратами позицій 6.
Командоаппарат служить для керування робочими і холостими ходами супорта в автоматичному і налагоджувальному режимах роботи.
Нижній блок на чашеобразному підставі 11 містить синхронізатори 10. Вони забезпечують ненаголошене з'єднання шпиндельної групи з головним приводом після кожного повороту шпиндельного столу, оскільки шпинделі повинні мати частоту обертання тієї робочої позиції, куди вони надійшли.
У завантажувальній позиції відбувається гальмування шпинделя, що завершив обробку. Після розвантаження цього патрона й установки нової заготовки шпиндель розгальмовується і переходить у робочу позицію. Вертикальний супорт має найбільш тверду конструкцію і використовується для поздовжнього гостріння, розточування, свердління і т.п. Універсальний супорт дозволяє вести обробку послідовно з вертикальною і похилою чи поперечною подачею. Супорт рівнобіжної дії служить для одночасної обробки двома групами інструментів: однієї як з вертикального супорта, іншої як з універсального, але з поперечною подачею. Супорт із приводом свердлильної голівки застосовується для обробки нецентральних отворів. Розточувальна голівка дозволяє вести обробку центральних отворів діаметром від 20 до 100 мм.
Тема 10.2 Обробка на розточувальних верстатах.Типи та їх призначення.Види робіт,установка та закріплення заготовок.
Розточувальні верстати входять у другу (свердлильно-розточувальну) групу верстатів по класифікації ЕШМС і мають, як і свердлильні, в умовній позначці типу першу цифру 2 (2615, 2657, 2А430, 2730 і т.д.). Ознаками розточувального верстата є розташування шпинделя (горизонтальне чи вертикальне) а також ті роботи, для яких він призначений. Звичайно розрізняють:
1. Універсальні горизонтально-розточувальнї верстати призначені для обробки складних корпусних заготовок (корпусів редукторів, шпиндельних бабок верстатів і т.п.) шляхом розточування, свердління, зенкеровання, розгортання, фрезування, різьбонарізання, обточування циліндричних і гостріння торцевих поверхонь. Це - верстати одиничного і дрібносерїйного виробництва, що відрізняються високою універсальністю. Характерним розміром верстатів є діаметр висувного шпинделя: 60-70, 80-90, 100-125, 140-160 мм і т.п. Коротка сторона прямокутного столу для установки заготовок по розмірі звичайно дорівнює десятьом діаметрам висувного шпинделя.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.