З метою виключення можливості викривлення деталей з невеликим перетином і малою твердістю в результаті тиску шліфувального круга застосовують дуже малу подачу порядку 0,1 мкм на оборот деталі. При шліфуванні особливо точних деталей на цих верстатах застосовують три різні подачі: перша — для зняття основної частини припуску, друга — тонка і третя — надтонка порядку 0,02 мкм, коли припуск складає 2,5 мкм.
Мал.39
Другий метод застосовують при сполученому шліфуванні порівняно довгих деталей (шліфування з подовжньою подачею). Сполучене шліфування з подовжньою подачею також має три подачі: грубу, тонку і надтонку, при яких за кожен прохід знімається шар металу, що складає частки мікрометра.
Комплектування за перекриттям.
Для комплектування циліндричних розподільників у залежності від значення перекриття, форми і розмірів прохідних щілин застосовують механічні, пневматичні й оптичні засоби виміру, що дозволяють визначати дійсні значення прохідних щілин, відстані між відсічними кромками гільз і золотників. Найбільше поширення, для виміру ширини прохідних щілин і відстані між ними, отримали оптичні засоби контролю, що дозволяють одночасно визначати не тільки якість відтинаючих кромок, але і шорсткість робочої поверхні гільзи методом порівняння.
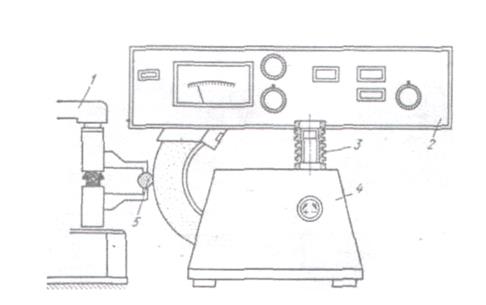
Принципова схема одного з таких оптичних приладів типу ПКП-1 приведена на мал.40.
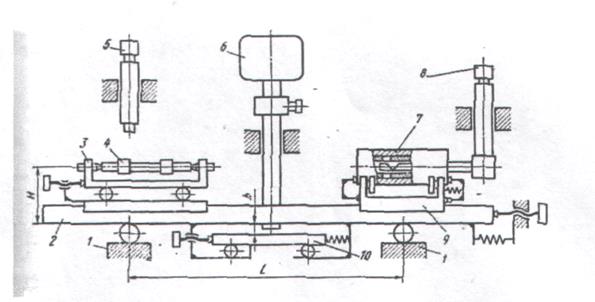
Метод виміру перекриття заснований на безпосередньому визначенні різниці відстаней між відсічними кромками гільзи і золотника за допомогою візирного мікроскопа 5, перископа 8, екранного відлікового пристрою 6 з ціною поділки 0,001 мм і міліметрової шкали 10. Схема приладу побудована так, що візирний мікроскоп, перископ і відліковий пристрій нерухомі відносно підставки 1, а каретка 2, яка несе
Мал.41 Принципова схема оптичного приладу типу ПКП-1
міліметрову шкалу і розташовані на ній накладні столики 3 і 9, переміщується відносно підставки на підшипниках.
Вимірювані деталі золотник 4 і гільзу 7 установлюють на столики 3 і 9, орієнтуючи вихідні кромки в полі зору візирного мікроскопа 5 і перископа 8. Переміщенням каретки 2 сполучають зображення наступної кромки гільзи зі штриховою сіткою перископа. При наявності перекриття відповідна кромка золотника не сполучається зі штриховою сіткою візирного мікроскопа 5. Переміщаючи каретку 2 до сполучення цієї кромки золотника зі штриховою сіткою візирного мікроскопа 5, за допомогою відлікового пристрою 6 визначають подвоєну величину перекриття.
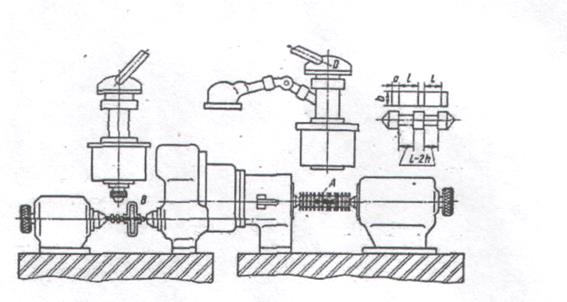
Конструкція золотникових розподільників з переривчастими прохідними щілинами прямокутного чи будь-якого іншого профілю, виконаними електроіскровим способом, дає можливість виміряти їхні розміри і лінійні розміри між відсічними кромками щілин також за допомогою універсальних мікроскопів типу 100УИМ-21 при 30-кратному збільшенні. Справа в тім, що при електроіскровому способі поперечний переріз обробленої прохідної щілини завжди має деяку конусність, вершина якої спрямована убік виходу електроду. Наявність конусності по глибині прохідної щілини забезпечує можливість виміру ширини прохідної щілини і відстані між ними з зовнішньої сторони, а не з боку отвору гільзи. Звичайно величина конусності складає 0,02 - 0,03 мм при товщині прошитої гільзи 0,6 - 1 мм. Вимір необхідних розмірів роблять з боку виходу електроду, тобто об'єктив мікроскопа настроюють на внутрішні кромки протилежної нижньої щілини. Для виміру розмірів верхньої щілини деталь необхідно повернути на 180°. В залежності від дійсних вимірюваних розмірів гільзи і пластини з врахуванням величини перекриття визначають ширину робочих поясків золотника і відстань між ними.
Комплектування золотникових розподільників по перекриттю, навіть з такою високою точністю, не може гарантувати одержання необхідних гідравлічних характеристик , внаслідок впливу різних дефектів відсічних кромок у виді заокруглень, завалів, сколів та ін. Тому золотники комплектують по перекриттю із припусками на робочих поверхнях порядку 0,005 ÷ 0,015 Мм. Остаточне комплектування по перекриттю роблять на спеціальних стендах, при контролі гідравлічних характеристик, які можна підганяти за рахунок залишеного припуску на торцях робочих поясків золотника.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.