Усі складальні одиниці, що мають ущільнювальні кільця, перевіряють на відсутність зрізання їх у посадковому гнізді шляхом триразової установки. Перед монтажем ущільнення змазують тонким шаром робочої рідини. Фторопластові захисні шайби не повинні виступати, а потопати не більше ніж на 0,1 мм по діаметру. Перед початком зборки контролюють правильність комплектування складальних одиниць і деталей відповідно до технічних вимог.
Сопла і дроселі за результатами перевірки видаткових характеристик повинні бути скомплектовані попарно. Кожна пара соплових дроселів повинна бути скомплектована з вхідним дроселем також по видаткових характеристиках. Золотниковий розподільник повинний бути скомплектований по робочому зазорі і перекриттям, а також мати паспорт, у якому повинні бути зазначені всі дані по гідравлічному контролю з приведенням залежностей видаткової і перепадної характеристик. Фільтроелементи, які монтуються на соплах і на вході в дросель, повинні мати паспорта з вказівкою їхньої пропускної здатності.
Перші операції технологічного процесу передбачають зборку золотника 7 з гільзою 6, сопел 8 і дроселів (мал. 78). Особливість їхньої зборки зводиться до монтажу зовнішніх фторопластових і гумових ущільнювачів із застосуванням спеціальних конусних оправлень.
Якщо захисні фторопластові шайби не прилягають щільно до канавки чи виступають за зовнішню поверхню деталі, то роблять механічне їхнє зсаджування конусною втулкою з монтажем технологічних півкілець замість гумових ущільнювачів. При необхідності значної деформації фторопластових шайб вузол роблять механічне осаджування.
Контроль правильності постановки фторопластових прокладок роблять візуально на просвіт за допомогою лекальних лінійок. Установку гумових ущільнювачів роблять з використанням спеціальних технологічних гачків, що мають шорсткість робочих поверхонь R.а=0,08-0,32 мкм. Зовнішній діаметр гумових ущільнювачів вимірюють штангенциркулем. Після установки захисних і ущільнювальних кілець на гільзу встановлюють золотник у такому ж положенні, як і при контролі гідравлічних характеристик. При цьому рух золотника повинен бути плавним і без заїдань при будь-якому куті повороту його в гільзі. На сопла встановлюють і кріплять фільтроелементи. Остаточну зборку гідропідсилювача роблять у наступній послідовності: установлюють фільтри 10 у корпус 5 з наступним монтажем дроселів; установлюють гільзу 6 у корпус 5, зафіксувавши її від повороту з наступною установкою опори 3, пружини 2, опори 1 з підтискуванням гайкою; з іншої сторони встановлюють спочатку золотник (при цьому повинні бути сполучені відповідні мітки на гільзі і золотнику), після чого в тій же послідовності встановлюють перераховані вище деталі; монтують перетворювач сигналів 4, установлюють два парних сопла 8 з фильтрозлементами 9 так, щоб торці сопел виступали з корпуса для наступного регулювання. Після припаювання до перетворювача сигналу технологічного жгута, підсилювач відправляють на регулювання. Регулювання і контроль вихідних параметрів роблять на спеціальному стенді з застосуванням технологічного гідроциліндра. Схема стенда така ж, як при гідравлічному контролі золотникових розподільників.
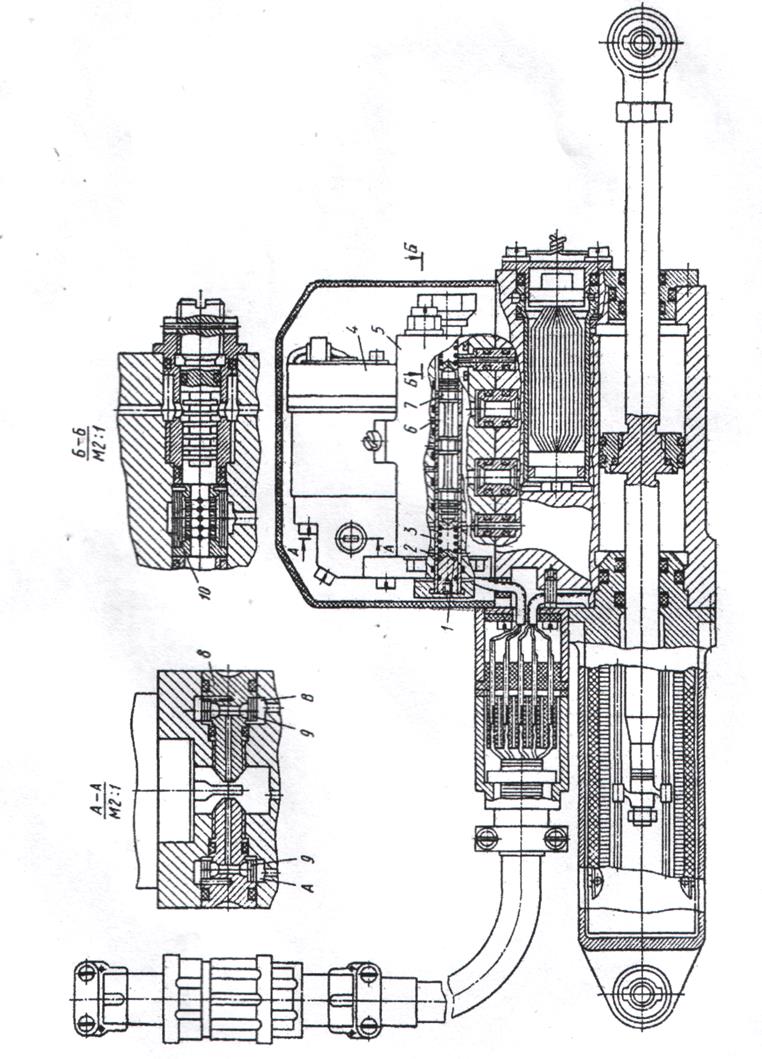
Мал.78
Однією з перших операцій регулювання є виставляння золотника в нейтральне положення, що визначається нерухомим положенням штока технологічного гідроциліндра. У зв'язку з тим, що перетворювач сигналів має гистерезіс і практично неможливо скомплектувати сопла і дроселі з однаковими видатковими характеристиками, для одержання симетричної видаткової характеристики розподільника регулюють тиск на торцях золотника. Для цього кілька разів послідовно подають максимальний струм керування в перетворювач сигналів, потім при Іупр=0 визначають різницю тисків на торцях золотника, чи теж саме у порожнинах А і В (див. мал. 78). Якщо різниця тисків буде не більш 1 кгс/см2, то це свідчить про правильне комплектування сопел і дроселів по видаткових характеристиках, а також про точність виготовлення каналів корпуса розподільника по розмірах. Якщо ж різниця тисків перевищує 1 кгс/см2, то варто поміняти місцями сопла і дроселі з наступною перевіркою різниці тиску на торцях золотника. Якщо й у цьому випадку різниця тисків на торцях золотника Артз більше заданого значення, то роблять регулювання підсилювача за рахунок зміни зазору між заслінкою і торцями сопел.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.