Великі верстати з діаметром висувного шпинделя до 320 мм можуть виконуватися у виді так званих стійок, тобто без задньої (лівої) стійки і столу. Маються верстати цього типу, виконувані тільки без задньої стійки. Звичайно горизонтально-розточувальні верстати - - стаціонарного типу, тому що вони маю'ть масу від 7 до 50 т, а маса стійок доходить до 150—300 т. Разом з тим відомі і переносні верстати типу колонок масою до 15—20 т.
2. Координатно-розточувальні верстати застосовують при обробці високоточних отворів шаблонів, пристосувань, кондукторів, прес-форм і т.п. Вони використовуються як вимірювальні машини для контролю найбільш відповідальних деталей, а також для розмітки складних, дорогих заготовок перед їх обробкою. Верстати завжди мають вертикальний шпиндель. Розрізняють одностоєчнї і двостоєчнї верстати. Останні застосовують для найбільш громіздких заготовок. Точне переміщення столу по координатних осях забезпечується спеціальними вимірювальними системами.
3. Вертикально-розточувальні верстати дозволяють вести обробку отворів з точним розташуванням осей щодо базових поверхонь заготовки. По точності відліку координат вони поступаются координатно-розточувальним верстатам.
4. Алмазно-розточувальні верстати призначені для обробки отворів з високими вимогами до шорсткості поверхні, точності діаметра і малих похибок форми. Верстати відрізняються підвищеною твердістю технологічної системи і швидкохідністю; це дозволяє використовувати розточувальний інструмент з елементом, що ріже, із твердого сплаву, природного чи синтетичного алмаза, ельбора і т.п. Ці верстати можуть бути одно- та багатошпиндельними, з вертикальним і горизонтальним розташуванням шпинделя. Крім циліндричних отворів, на верстатах можуть оброблятися торці, виточення і т.п., а в ряді випадків виконуються обточування, розточення конічних і еліптичних поверхонь.
Частина алмазно-розточувальних верстатів будується для обробки конкретної деталі, наприклад поршня, шатуна, циліндрів двигунів і т.д.
5. Спеціалізовані розточувальні верстати призначені для виконання декількох операцій (свердління і розточення) чи для обробки деталей даного класу, наприклад для обробки отворів в обох голівках шатуна, або для двосторонньої обробка заготовок. У ряді випадків спеціальними називають розточувальні верстати з деякою відмінністю конструкції в порівнянні з базовою моделлю.
Основні вузли і рухи універсального горизонтально-розточувального верстата.
На горизонтально-розточувальних верстатах (мал.98) універсального призначення крім робочих рухів, властивих вертикально-свердлильним верстатам, тобто обертання і переміщення осьового інструмента, необхідні робочі рухи для фрезування по контуру, розточування канавок, обточування циліндричних і торцевих поверхонь, нарізування різьб, розточування співвісних отворів в опорах, що знаходяться на значній відстані один від одного, і т.п. У силу цих вимог обертальний робочий рух мають висувний шпиндель 9 і планшайба 10, розташовані в шпиндельній бабці 4, що переміщується (ВІ) по вертикальним направляючим 3 передньої (правої) стійки 2. По діаметру обертової планшайби може здійснюватися подача Зр радіального супорта 5.
Шпиндель може переміщатися уздовж осі, здійснюючи робочий рух подачі 5щ. Заготівля встановлюється на столі 7; який може переміщатися (Зпюд) по направляючим 6 станини, перпендикулярно до цього руху (Зшп) по напрямних столу, і робити круговий поворот (Зкр) щодо вертикальної осі. Задня (ліва) стійка 1 може переміщуватися (Ва) по горизонтальним направляючим 6 станини, а по ній вертикально переміщується (В) люнет 8, що підтримує розточувальне оправлення (качалку, борштангу).
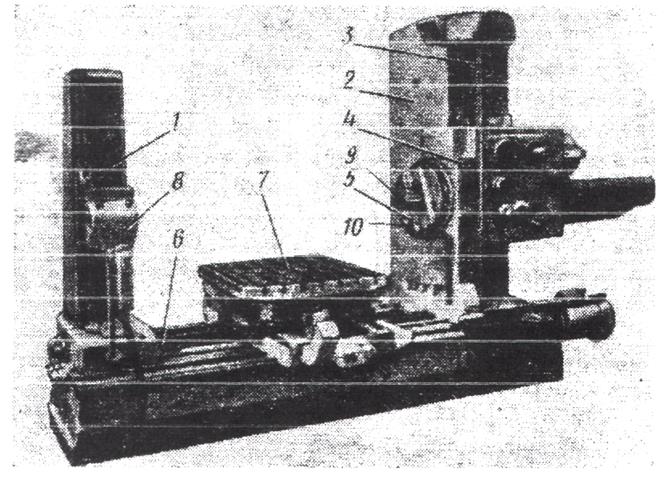
Мал. 98. Універсальний горизонтально-розточувальний верстат
Усі рухи можуть відбуватися від головного двигуна, але частіше верстати мають два чи кілька двигунів для здійснення настановних переміщень, а часом і для робочої подачі. Шпиндель одержує рух від електродвигуна, через коробку швидкостей, керований іноді через селективний пристрій.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.