У процесі балансування дисбаланс усувається переміщенням спеціальних грузків, розташованих або на фланцях, або в спеціальних пристроях. Після балансування коло встановлюють разом із фланцями на верстат і роблять перше виправлення, по закінченні якого коло піддають повторному балансуванню.
Тема 10.5: ВИКІНЧЕНІ ВИДИ ОБРОБКИ.
ТОНКЕ(АЛМАЗНЕ) ТОЧІННЯ ТА РОЗТОЧУВАННЯ. ПРИТИРКА.
СУПЕРФІНІШ. ПОЛІРУВАННЯ.
Викінчену обробку проводять для того, щоб підвищити точність і зменшити шорсткість або поверхонь щоб додати їм особливий вид, що важливо для естетичних чи санітарно-гігієнічних цілей. Для викінчених методів обробки характерні малі сили різання, невеликі товщини шарів матеріалу, що зрізуються, незначне тепловиділення в процесі обробки. Обробку роблять з прикладанням відносно малих по величині сил закріплення заготівок, тому заготівки деформуються незначно.
1. Методи обробки поверхонь чистовими різцями і шліфувальними кругами.
Обточування алмазними різцями застосовують для заготівок з кольорових металів і сплавів, пластмас і інших неметалічних матеріалів. Володіючи дуже високою стійкістю, алмазні різці здатні довгий час працювати без підналагодження і забезпечувати високу точність. Тонке обточування вимагає застосування швидкохідних верстатів високої твердості і точності, а також- якісної попередньої обробки заготовок. За аналогією з тонким обточуванням використовують тонке стругання. Застосовують також і тонке фрезерування.
Тонке розточування використовують як метод, що заміняє шліфування, особливо в тих випадках, коли тонкостінні заготовки виконані або з грузлих кольорових сплавів, або зі сталі. Використання тонкого розточування виправдано також у тих випадках, коли необхідно виконати точну обробку глухих отворів коли за умовами роботи деталі не припустима наявність абразивних зерен у порах обробленої поверхні, що характерно для процесу шліфування.
Тонке шліфування роблять дрібнозернистим кругом при дуже малій глибині різання. Шліфування супроводжується сильною подачею охолоджувальної рідини. Особливу роль грає твердість верстатів, здатних забезпечити безвібраційну роботу. Для тонкого шліфування характерний процес «виходжування». По закінченні обробки, наприклад, вала подача на глибину різання виключається, а подовжня подача здійснюється як і раніше. Процес обробки проте продовжується завдяки пружним силам, що виникли у верстаті і заготовці (подібно стиснутій пружині), у той час як вони були деформовані силою різання при шліфуванні з подачею на глибину. У такому режимі верстат працює якийсь час, сили різання поступово знижуються, стають зникаючи малими, а точність обробки істотно підвищується.
2. Полірування поверхонь
Полірування заготівок застосовують для зменшення шорсткості їхніх поверхонь. За допомогою цього методу можна або одержати дзеркальний блиск на відповідальних частинах деталей (доріжки кочення підшипників), або для декоративних цілей (лицювальні частини автомобілів). Обробку роблять полірувальними пастами, абразивними зернами, змішаними з мастилом. Ці матеріали наносяться на швидкообертаючі еластичні (наприклад, фетрові) круги або коливні щітки (мал. 113, а). Заготовка 1 підводиться до носія 2 пасти або абразиву. Носій переміщається так, щоб поверхня у всіх своїх частинах піддавалася обробці. При поліруванні фасонних поверхонь заготовки, як правило, переміщають вручну.
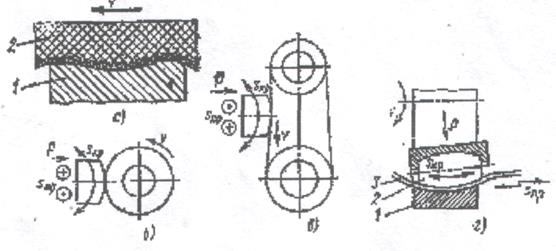
Мал.113
Для полірування плоских, циліндричних і конічних поверхонь можуть бути використані полірувальні верстати.
Полірувальні кола виготовляють з повсті, фетру, шкіри, капрону, спресованої тканини й інших матеріалів. Як абразивний матеріал при поліруванні заготівок зі сталі, застосовують порошки з злектрокорунда й окису заліза, при поліруванні заготовок з чавуна — з карбіду кремнію й окису заліза, а при поліруванні заготовок з алюмінію і мідних сплавів окису хрому. Порошок змішують з мастилом, що складається із суміші воску, сала, парафіну і гасу. Пасти можуть містити м'які абразивні матеріали: крокус, окис хрому, віденське вапно й ін.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.