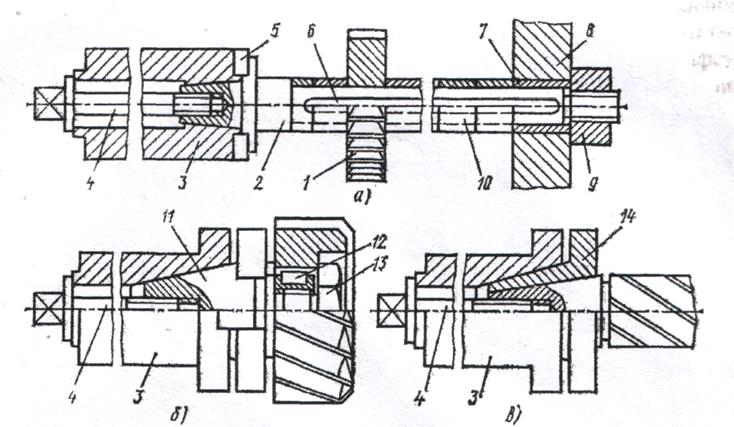
Мал.107. Способи закріплення інструмента на фрезерних верстатах
Схеми обробки заготовок на універсальних і багатоопераційних верстатах і напівавтоматах.
Обробка заготовок на універсальних фрезерних верстатах. Швидкістю різання при фрезеруванні є окружна швидкість фрези, м/хв: де Dф — діаметр фрези, мм; n -частота обертання фрези, об/хв.
Подачу визначають як величину переміщення оброблюваної заготовки щодо фрези в хвилину; за час кутового повороту фрези на один зуб,чи за час одного обороту фрези. Глибину різання І, мм, у загальному випадку визначають як відстань між обробленою й оброблюваною поверхнями заготовки. Ширина фрезерування В характеризує ширину поверхні, яка фрезерується за один робочий хід.
Для обробки заготовку встановлюють і закріплюють на столі верстата. При невеликому масштабі виробництва для цього застосовують універсальні пристосування (машинні тиски, притискні планки і т.і.). При масовому виробництві визначеної деталі її закріплюють у спеціальному пристосуванні.
При обробці заготовок на горизонтально-фрезерному верстаті, як правило, використовують поздовжню подачу. Поперечну і вертикальну подачі використовують рідше. На вертикально-фрезерному верстаті використовують поздовжню і поперечну подачі в залежності від просторового розташування оброблюваної поверхні. Вертикальну подачу при обробці заготовок на цьому верстаті практично не використовують.
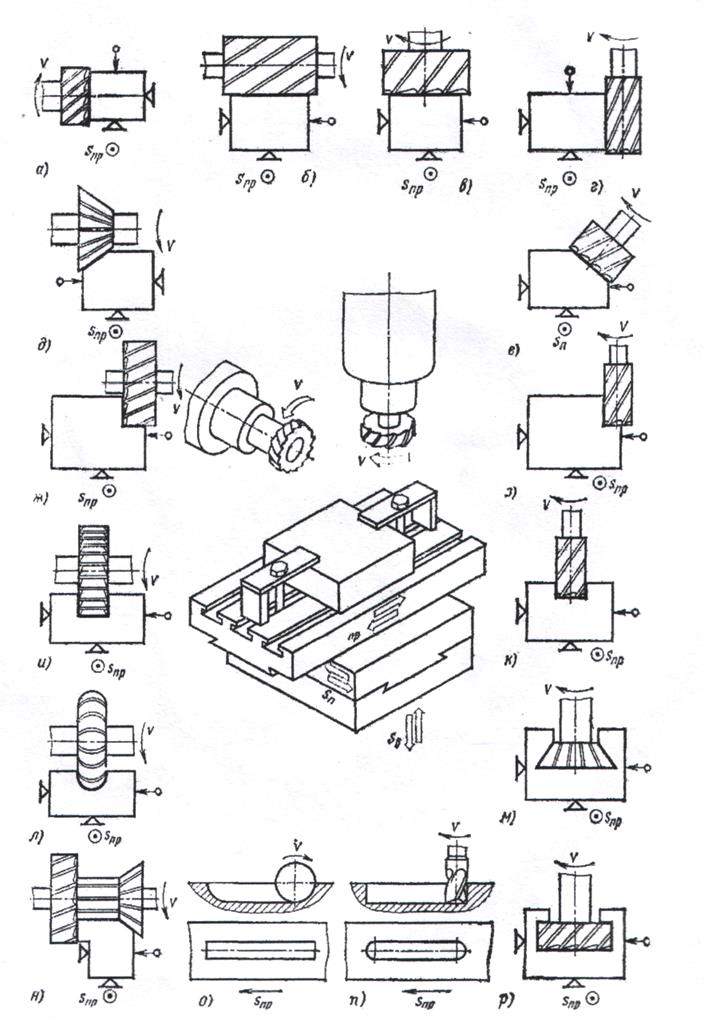
Мал.108
Розглянемо схеми обробки поверхонь на горизонтально- і вертикально-фрезерних верстатах (мал. 108), Вертикальні площини на горизонтально-фрезерному верстаті (мал. 108, а) фрезерують торцевими насадними фрезами чи фрезерними голівками, а на вертикально-фрезерному (мал. 108, г) - кінцевими фрезами. Великі по висоті вертикальні площини зручніше обробляти на горизонтально-фрезерному верстаті з використанням вертикальної подачі. Для обробки невеликих по висоті вертикальних площин на горизонтально-фрезерному верстаті можна використовувати кінцеві і дискові фрези. Горизонтальні площини обробляють циліндричними фрезами на горизонтально-фрезерному верстаті (мал. 108, б) і торцевими насадними фрезами - на вертикально-фрезерному верстаті (мал. 108, в). Частіше горизонтальні площини обробляють торцевими насадним фрезами, тому що вони мають більш тверде закріплення і забезпечують плавну безвібраційну обробку. Торцевою фрезою при послідовних робочих рухах обробляють горизонтальну площину значної ширини. Вузькі горизонтальні площини фрезерують кінцевими фрезами.
Похилі площини невеликої ширини можна одержати на горизонтально-фрезерному верстаті однокутовою фрезою. Широкі похилі пдмяни зручніше обробляти на вертикально-фрезерному верстаті з поворотом шпиндельної голівки (мал. 108, е) торцевої насадної чи кінцевими фрезами. Уступи прямокутні пази на горизонтально-фрезерному верстаті обробляють відповідно дисковими двосторонніми (мал. 108, ж) і тристоронніми (мал. 108, і), а на вертикально-фрезерному — кінцевими (мал. 108, з й к) фрезами. При вертикальному розташуванні уступів і прямокутних пазів їх можна обробляти кінцевою фрезою на горизонтально-фрезерному верстаті.
Фасонні поверхні з криволінійною утворюючою і прямолінійною направляючою зручніше обробляти фасонними фрезами на горизонтально-фрезерному верстаті (мал. 108, л). Пази типу «ласточкин хвіст» і Т-образні обробляють на вертикально-фрезерних верстатах. Спочатку фрезерують прямокутний паз кінцевою фрезою, а потім кінцевий однокутової (мал. 108,м) чи фрезою для Т-образних пазів (мал. 108, р). На горизонтально-фрезерному верстаті шпонкові пази фрезерують дисковими фрезами (мал. 108, о), а на вертикально-фрезерних — кінцевими чи шпонковими (мал. 108, л). Одночасну обробку декількох поверхонь на горизонтально-фрезерних верстатах роблять набором фрез (мал. 108, і). Варто використовувати в наборі фрези з відношенням діаметрів не більше 1,5, щоб їхні швидкості різання були приблизно однакові.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.