Зависимость продолжительности технологии подготовки к изготовлению продукции Tпод от её количества в одной партии Nn определяется подстановкой формул (1.1-3), (1.1-4) и (1.1-5) в выражение (1.1-2)
Tпод = 2Tпер + (2tn + τнз РепNn) + 2(tок + τнп РепNn) =
= 2Tпер + 2tn + τнз РепNn + 2tок + 2τнп РепNn =
= (2Tпер + 2tn + 2tок) + (τнз РепNn + 2τнп РепNn) =
= 2(Tпер + tn + tок) + (τнз + 2τнп) Реп Nn. (1.1-6)
1.2. Разработка операционной структуры технологии
изготовления пищевой продукции
Продолжительность технологии изготовления одной партии пищевой продукции включает последовательно выполняемые процессы (табл. 2) (рис. 4)
Тизг = Тком + Тизд + Тсое + Тукл + Тобр, (1.2-1)
|
где |
Тком |
- |
продолжительность приготовления всех компонентов, необходимых для выпуска одной партии продукции, ч; |
|
Тизд |
- |
продолжительность приготовления промежуточных изделий из компонентов для выпуска одной партии продукции, ч; |
|
|
Тсое |
- |
продолжительность соединения промежуточных изделий для выпуска одной партии продукции, ч; |
|
|
Тукл |
- |
продолжительность укладки изделий для выпуска одной партии продукции, ч; |
|
|
Тобр |
- |
продолжительность температурной обработки (ТО) одной партии продукции, ч. |
Является очевидным, что для выполнения индивидуальной работы необходимо знать рецепт и технологию изготовления пищевой продукции, что позволяет по условию присутствия или отсутствия различных процессов в технологии корректировать формулу (1.2-1).
Например, если процесс “Приготовление компонентов из ингредиентов”:
- присутствует, то параметр Тком оставляется в формуле и рассчитывается;
- отсутствует, то параметр Тком удаляется из формулы.
Например, если процесс “Приготовление промежуточных изделий”:
- присутствует, то параметр Тизд оставляется в формуле и рассчитывается;
- отсутствует, то параметр Тизд удаляется из формулы.
Например, если процесс “Соединение промежуточных изделий в продукт”:
- присутствует, то параметр Тсое оставляется в формуле и рассчитывается;
- отсутствует, то параметр Тсое удаляется из формулы.
Например, если процесс “Температурная обработка изделий ”:
- присутствует, то параметр Тобр оставляется в формуле и рассчитывается;
- отсутствует, то параметр Тобр удаляется из формулы.
Также корректируется количество условных обозначений к формуле (1.2-1).
Определяется зависимость продолжительности процессов в формуле (1.2-1) от количества продукции выпускаемой в одной партии Nn.
Таблица 2 – Перечень основных процессов в технологии изготовления одной партии пищевой продукции
|
№ |
Наименование процесса изготовления продукции |
Способы и примеры реализации процесса |
|
1 |
Приготовление компонентов из ингредиентов |
Перемешивание, настаивание и т.д. (тесто, начинка, крем, подливка и т.д.) |
|
2 |
Приготовление промежуточных изделий из компонентов |
Резание, раскатывание, вырезание, придание формы, заливка, разливка и т.д. |
|
3 |
Соединения промежуточных изделий в единую продукцию |
Укладка, защипывание, поливка, намазывание, вдавливание и т.д. |
|
4 |
Укладка готовой продукции перед подачей на хранение |
На протвень, поддон, доску и т.д. |
|
5 |
Укладка и температурная обработка в различных вариантах №1 - №5 |
Нагревание, варение, запекание, жарка в масле и т.д. |
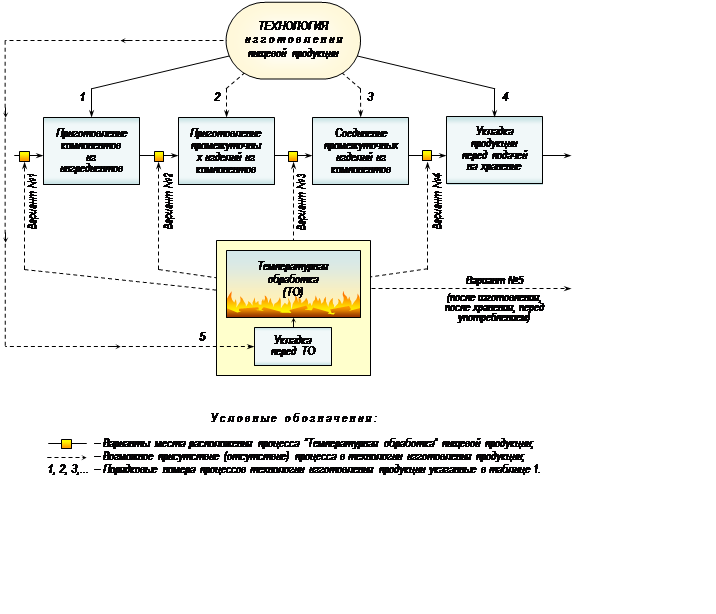 |
Рисунок 4 – Структурная схема для формирования возможных вариантов технологий изготовления пищевой продукции из различных процессов.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.