1. при сборке узлов для базирования стенок, шпангоутов, нервюр и т.д. в СП.
2. при сборке панелей для базирования обшивок в СП.
3. при сборке отсеков:
- для базирования узлов по фиксаторам УБО СП,
- для базирования узлов относительно друг друга.
4. при сборке агрегатов для базирования отсеков относительно друг друга и по УБО стыковочных стендов.
Сборка отсеков по УБО
Рассмотрим сборку кессона ОЧК.
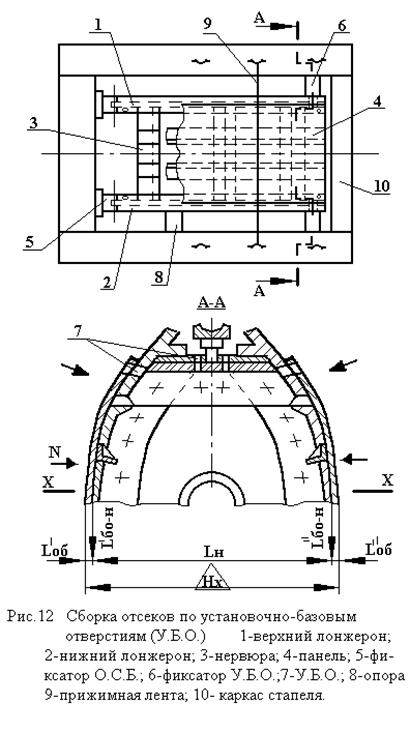 |
Вид поставки узлов на сборку :
- верхний лонжерон подается полностью собранным, с ОСБ, с двумя УБО под каждую нервюру, с двумя УБО под левую и правую панель, с НО к обшивкам, с одним УБО под фиксатор стапеля.
- нижний лонжерон в таком же виде, но без УБО к обшивкам.
- нервюры подаются полностью собранными с двумя УБО под верхний лонжерон и двумя под нижний, с НО к обшивкам.
- панель представляет собой обшивку с приклепанными стрингерами и подается с двумя УБО к верхнему лонжерону.
- уголки-компенсаторы для соединения нервюр со стрингерами.
Порядок сборки
1. Установить лонжероны в стапель по ОСБ и УБО.
2. Установить нервюры на лонжероны по УБО.
3. Склепать нервюры с верхним лонжероном и соединить технологическими болтами с нижним.
4. Установить левую панель по УБО верхнего лонжерона, прижать лентами.
5. Сверлить отверстия в левой панели по НО нервюр и лонжеронов. Зенковать со стороны обшивки.
6. Установить уголки-компенсаторы, соединяющие стрингера с нервюрами, сверлить, клепать к нервюрам.
7. Снять левую панель.
8. Повторить операции 4, 5, 6 для правой панели. Клепать кроме шва с нижним лонжероном.
9. Установить левую панель на технологические болты.
10. Снять нижний лонжерон (для подхода к левой панели).
11. Клепать левую панель к нервюрам и верхнему лонжерону, клепать уголки-компенсаторы к стрингерам.
12. Установить нижний лонжерон, клепать его к нервюрам и обшивкам заклепками для односторонней клепки.
Сборочная размерная цепь:
Hх = Lн + 2Lоб + 2Lбо-н + 2Lфикс. нерв.
Lн = Lсп.н + 2Lспн-н (сп.н. – сборочное приспособление нервюры)
Hх = Lсп.н + 2Lспн-н + 2Lоб + 2Lбо-н + 2Lфикс.нерв.
Производственная погрешность:
DHх = DLсп.н + 2DLспн-н + 2DLоб + 2DLбо-н + 2DLфикс.нерв. ± Сi
По точности приблизительно равна сборке по СО отсеков.
Сборка агрегатов по УБО
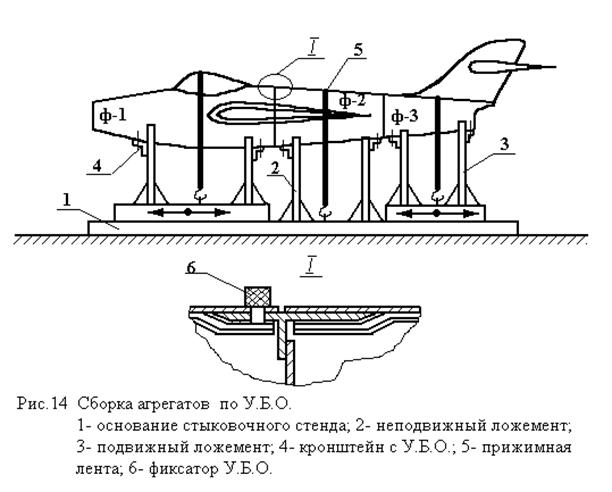 |
Вид поставки отсеков:
- Отсеки Ф-1 и Ф-3 подаются с двумя УБО для фиксаций в стыковочном стенде и с одним УБО для стыковки с Ф-2.
- Отсек Ф-2 подается с двумя УБО для фиксации в стыковочном стенде и по одному УБО и НО к отсекам Ф-1 и Ф-3.
УБО в отсеках сверлят в разделочных стендах, а кронштейн 4 в стыковочном стенде устанавливается по монтажным эталонам в этих отсеках.
Порядок сборки
1. Установить отсеки на ложементы стенда по УБО, прижать лентами.
2. Совместить отсеки между собой по УБО, вставить фиксаторы 6.
3. Сверлить отверстия под заклепки (винты) по НО стыковых шпангоутов Ф-2.
4. Зенковать со стороны обшивки.
5. Клепать.
УБО задаются из числа отверстий под крепеж или особо.
+ значительное упрощение сборочной оснастки и широкое использование.
1.5. Расчет полных сборочных размерных цепей.
Для определения ожидаемой погрешности сборки DHх необходимо задать:
1. метод сборки
2. метод обеспечения взаимозаменяемости.
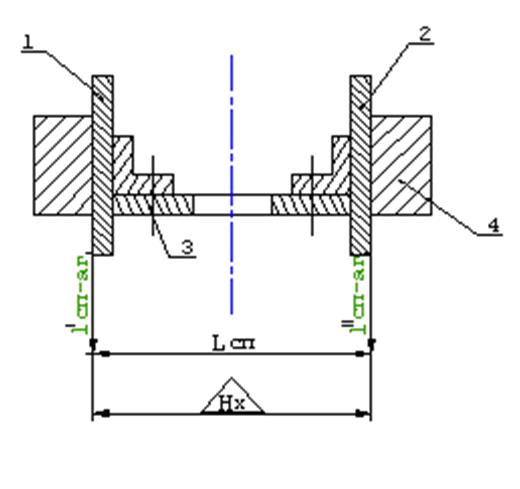 Рассмотрим сборку отсека фюзеляжа по базе "внешняя поверхность обшивки".
Рассмотрим сборку отсека фюзеляжа по базе "внешняя поверхность обшивки".
1 – панель;
2 – панель;
3 – стенка шпангоута;
4 – рубильник стапеля.
Порядок расчета
1. Составление сборочной размерной цепи по внешнему обводу агрегата.
Hх = Lсп + 2lсп-аг
DHх = DLсп + 2Dlсп-аг ± Сi
|
![]() ТП – теоретический плаз
ТП – теоретический плаз
|
![]()
![]()
![]()
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.