6) сложность технологического процесса
Клеи бывают фенольно-поливинилацететатные (БФ-2, ВС-100Т, ПУ-2, кремнеорганические - ВК-8, фенольно-каучуковые ВК-32-200, 88).
Склеивания в самолетостроении применяются:
1) при сборке узлов и панелей металлических конструкций
2) при сборке панелей и узлов из неметаллов
3) при сборке трехслойных конструкций, сотовый заполнитель, пенопласт.
 |
Виды швов внахлест встык (с накладкой)
"на ус" стрингерная
![]()
2.5.2. Основные операции склеивания
1. Подготовка поверхностей.
а) очистка поверхностей наждачными кругами и т. д., или бензином б) придание шероховатости путем пескоструйной или пескогидроструйной обработкой, обдувкой металлическими опилками, или травлением кислотами в) обезжиривание (бензин, ацетон, растворы ОП-7,ОП-10)
г) нанесение антикоррозионного покрытия
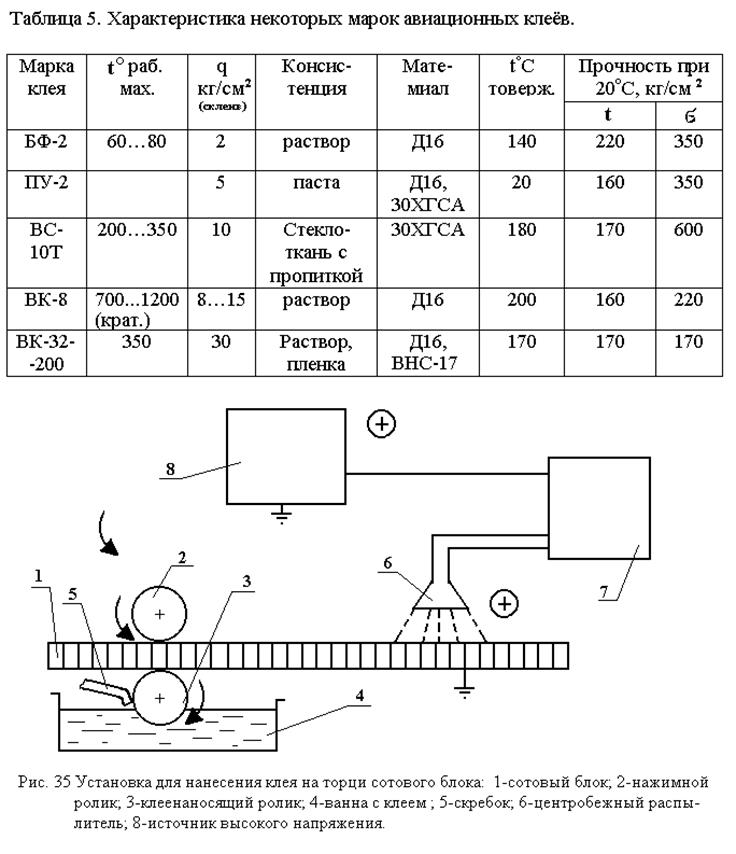
2. Нанесение клея.
В зависимости от консистенции клеи наносят: кистью, валиком, шпателем, пульверизатором, шприцем.
При выполнении нанесения клея следят за наносимого клея и временем после выполнения 1-й операции. Для некоторых клеев перед нанесением наносят грунт для улучшения адгезии. Помещение для склеивания должно быть изолировано, t = 20...250C. Влажность = 60...75%, должно быть поддавливание Р = 0,2 атм. (чтобы при открывании дверей пыль не разносилась).
3. Открытая выдержка проводится для удаления летучих составляющих клеев, иначе при склеивании будет усадка и поры. Для некоторых клеев сушка 45...900С.
4. Сборка. Осуществляется в спец. приспособлениях, обеспечивающих прижим (пневматический, гидравлический, механический), правильная ориентация узла или детали, температурную компенсацию и возможность т. обработки.
5. Термообработка. Для отверждения большинства клеев необходима термообработка.
Способы нагрева:
- в электрических и воздушных печах
- на вакуумных столах с электрическим или паровым нагревом
- на гидравлических установках с подачей горячей спиртоглицериновой смеси.
6. Контроль (100%)
Возможные дефекты:
а) местный непроклей б) слабая адгезия в) пористость г) пережеги клея (при термообработке)
Этапы контроля:
- контроль исходных материалов
- пооперационный контроль
- визуальный контроль
- выявление внутренних дефектов
- испытание на прочность образцов свидетелей
Методы внутреннего контроля:
1) У-3 метод (импедансный)
У-3 преобразователь (пьезокристалл) - изменяет габариты под действием магнитостриктор
Принцип контроля основан на регистрации изменения силы реакции изделия на стержень У3 излучателя, возбуждающего в изделии упругие колебания. При нарушении сплошности клеевого слоя подается сигнал на индикатор, где отклоняется стрелка и загорается лампочка. Акустический контроль с обшивкой улучшают с помощью спирта, или глицерина. Прибор маркировки ИАД-3, 2, АД-40Н.
3) Метод свободных колебаний
Основан на регистрации изменения частоты колебаний изделия, которые возбуждаются (1).
При обнаружении дефекта в обшивке сверлят отверстие 2,5 и шприцем вводят клей.
2.5.3. Изготовление панели сотовой конструкции.
Обшивка и соты - металлические. Сота имеет размер 2,5; 4; 5; 6.
Соты: фольга АМГ-2Н, d = 0,03...0,15 мм.
Изготовление сотового блока
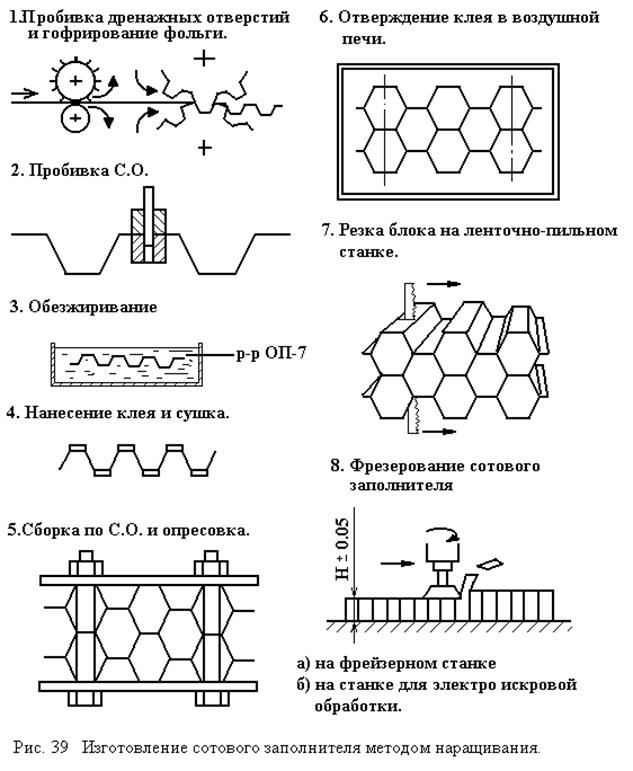 |
2) Метод растяжения (для d £ 0,08 мм, тонкая фольга)
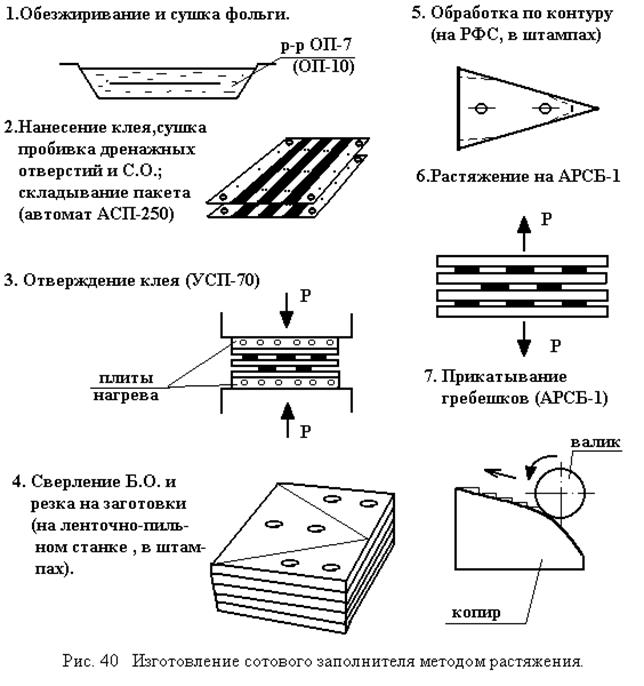 |
Изготовление панели сотовой конструкции
1) Подготовка поверхности обшивки и СО к склеиванию происходит путем погружения в ванну с обезжир. расходами.
2) Нанесение грунта и клея
Грунт на обшивку наносят в электростатическом поле, затем сушат при 1200С и затем на обшивку прикатывается пленка клея ВК 32-200.
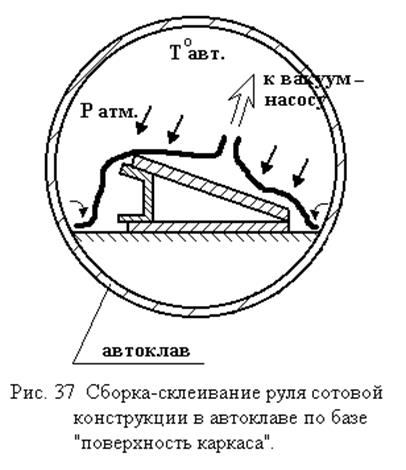
Сборка панелей и термообработка
Плоские панели и узлы, собирают по базе "поверхность каркаса".
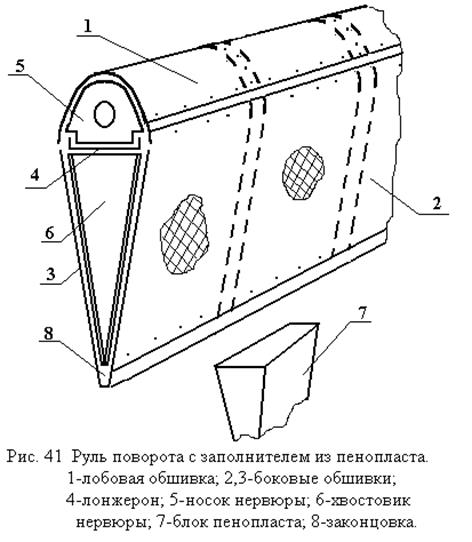
2.5.4. Сборка узла с заполнителем из пенопласта.
Существуют три метода сборки:
- прессовый
- беспрессовый
- комбинационный
1) Прессовый метод а) последовательность выполнения работ:
Собрать каркас в СП, приклепать хвостики к лонжерону, носки поставить на анкерные гайки.
б) установить предварительно обшивки и законцовку в СП, сверлить, зенковать.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.