Сверление: осуществляется алмазными сверлами или из твердых сплавов ВК6М, ВК8, ВК10М; диаметр сверла > диаметра отверстия из-за упругости материала и последующей усадки отверстия; и меньше, чем у легких сплавов.
Сверление в смешанных пакетах (Ме + КМ) и в однородных с различной толщиной листов при использовании пневмодрелей и станков с ручной подачей, осуществляется в 2 перехода: сначала со стороны Ме или толстого КМ, затем с другой стороны, т.к. из-за разницы в усилиях отверстие в КМ может получиться типа "проткнутого". На станках с регулируемой подачей – за 1 переход с той же стороны. Зажатие при сверлении - надежное, но не вызывающее растрескивание КМ.
Пробивка: для КМ с повышенным абразивным воздействием (напр. волокна В) целесообразно применять пробивку.
Формование: при изготовлении деталей из КМ методом выкладки или намотки можно получить отверстия и гнезда до полного отверждения КМ. При этом снижается прочность отверстий на смятие, но повышается прочность КМ на растяжение, т.к. исключается перерезание волокон.
Зенкование: требуется меньшее число оборотов n < 1000 об/мин, чем для легких сплавов; минимальное биение для исключения дробленой поверхности; инструмент - шестизубые зенковки (обычно 3-х) для уменьшения износа и улучшения качества гнезда.
2. Клепка
Вследствие малой пластичности КМ применяется так называемая малодеформационная клепка - МДК, а именно:
а) применение заклепок переменной жесткости;
б) постановка шайб под замыкающую головку, что уменьшает раздачу стержня, улучшает натяжку пакета и, увеличивая опорную площадь, уменьшает раскрашивание КМ;
в) применение раскатывания, клепки с наложением УЗ в зоне замыкающей головки, клепки с нагревом замыкающей головки, т.е. локализации пластических деформаций в области замыкающей головки.
2.2.7. Герметичная клепка
Герметизируют заклепочные швы:
- кабин
- топливных баков
- грузовых отсеков
Утечка происходит следующим образом:
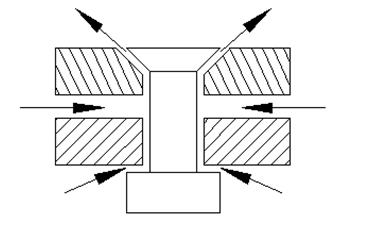
Способы устранения утечки
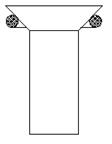
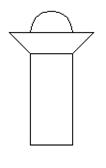 1. По заклепкам
1. По заклепкам
 |
 |

ЗУК ЗУС резиновое кольцо резиновая втулка
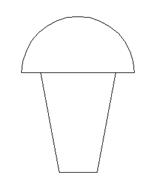 |
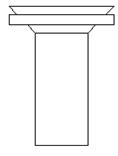
Заклепка с пояском коническая
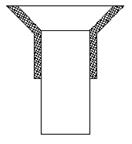
2. По контактным поверхностям листов а) прокладки из резины или пластмассы – Прокладки не имеют сцепления с поверхностью, поэтому они не надежны. Их применяют в разъемных соединениях;
б) специальные уплотнители – герметики. Герметики надежны.
Требования:
- пластичность при всех условиях эксплуатации;
- сцепляемость (адгезия) с поверхностью > 10 кг/кв. см;
- водо-, топливо-, масло-стойкость;
- устойчивость к воздействию тепла и солнечной радиации;
- минимальная токсичность;
- не должны оказывать коррозионного воздействия.
Состав:
синтетический каучук + сажа (асбест, графит)
|
Марка герметика |
Температура работы |
Консистенция |
Жизнеспособность |
Область применения |
|
У20А |
-50 … +70 |
Лента, жгут |
Не ограничена |
Кабины |
|
У30МЭС-5 |
-60 … +130 |
Паста Раствор |
3 часа |
Кабины, топливные емкости |
|
ВТУР |
---------- |
Раствор |
12 часов |
Топливные емкости |
|
ВГФ-1 |
-70 … +250 |
Паста Раствор |
4 часа 0,5 часов |
Топливные емкости |
|
У2-28 |
-60 … +300 |
Раствор |
3 часа |
Кабины |
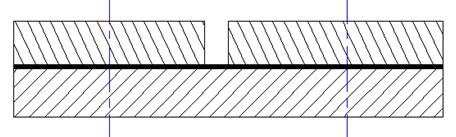
Способы герметизации по контактным поверхностям листов
- поверхностная: (кабины самолетов, летающих до 4000 м)
Обеспечивает наименьшую степень герметизации
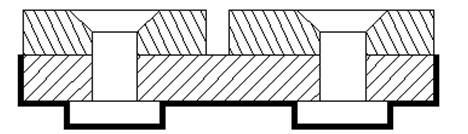
- внутришовная: (кабины высотных самолетов, типа вентиляционных)
Более высокая степень герметизации, но трудоемкость выше в 3 … 4 раза.
- комбинированная: (внутришовная + поверхностная)
Обеспечивает полную герметизацию. Применяется для топливных емкостей и регенерационных кабин.
Основные операции герметизации.
1) подготовка поверхности:
40% утечек - из-за плохой подготовки поверхности.
Переходы:
а) очистка от пыли и влаги, производится с помощью тряпок и СМС.
б) обезжиривание (бензином, горячей струей или паром, трихлорэтиленом).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.