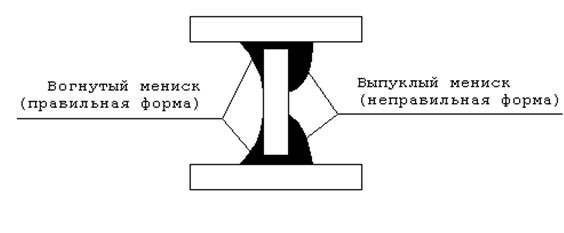
Конструктивными элементами являются: капиллярный участок и галтель, рациональная форма которой - вогнутый мениск (если он выпуклый - это брак пайки).
По способам нагрева пайка классифицируется:
1) нагретым инструментом;
2) газопламенная;
3) электросопротивлением;
4) индукционная;
5) в печах;
6) погружением в ванны с расплавленным флюсом, или низкотемпературным припоем;
7) электрической дугой;
8) пламенная (плазменная - дуга, струя);
9) пайка тлеющим разрядом;
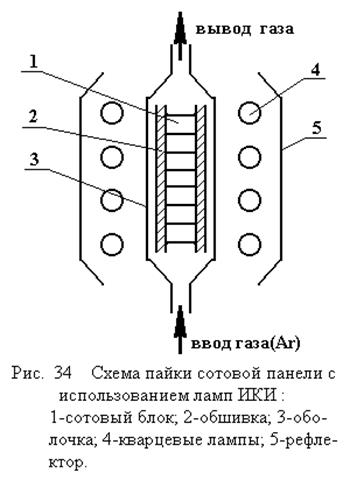
10) пайка световым лучом (ИК, УФИ, лазер);
11) пайка электронным лучом;
12) экзотермическая пайка (в результате экзотермической реакции специальных смесей).
Используются порошки металлов, окислов.
Типы паяных соединений внахлест ступенчатая стыковая внахлест гребенчатая косостыковая
(с накладками)
тавровая
Для труб:
с развальцовкой одной, или двух труб.
с охватывающей и внутренней втулкой.
Обшивки изготавливаются из материала 30ХГСА, Х18Н10Т, ВНС-17, ВТ-15 толщиной d = 0,3 … 1 мм.
Соты изготавливаются из того же материала толщиной d = 0,05 … 0,1 мм.
шестигранник (правильный)
Припой: фольга ПСБ92, d = 0,05 мм.
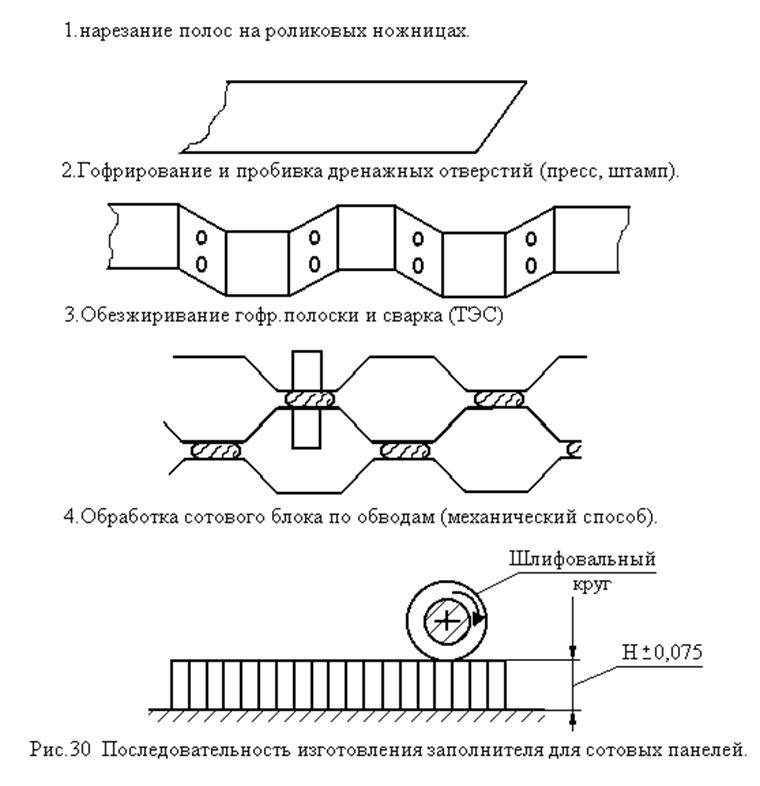
Основные операции:
 |
Ячейки должны быть заполнены либо металлическими опилками (если имеется магнитный стол), либо легкоплавким сплавом, либо льдом.
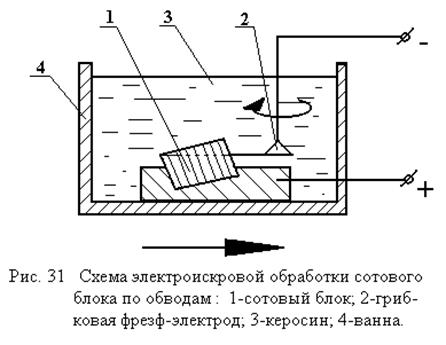 |
б) электроискровая обработка
2. Подготовка поверхностей
А - глубинный слой; Б - приповерхностный слой
Переходы операции подготовки поверхностей:
1) Обезжиривание блоков и обшивок в ванне с тетрахлорэтиленом при 100 °С.
2) Удаление окислов - травление Н2SO4, или азотной кислотой при 20 °С.
3) Промывка в горячей (60 °С) и холодной (20 °С) воде.
3. Сборка панелей по базе "поверхность каркаса".
Панель помещается в СП, обеспечивающая сжатие детали, подачу газов в зону пайки и применение универсальных средств нагрева:
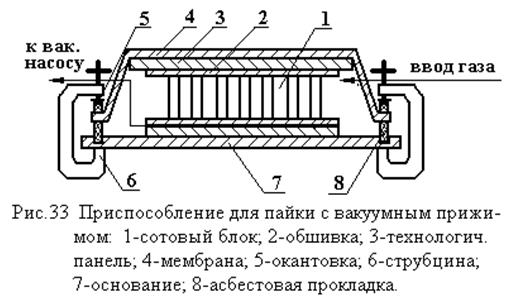 |
- с вакуумным прижимом:
- с пневматическим прижимом (создается большее усилие):
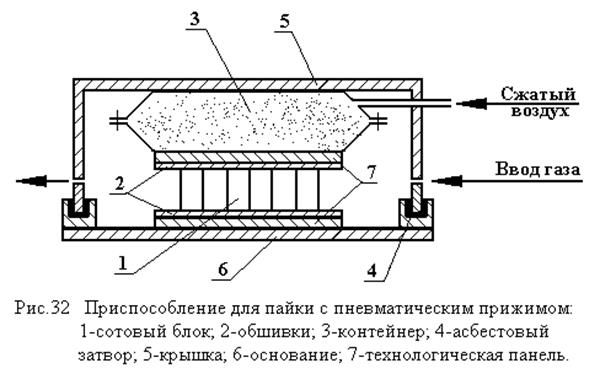 |
4. Термообработка.
Способы нагрева:
1) В газовых или электропечах;
2) Электронагревателями;
 |
5. Контроль (100 %).
Дефект пайки – поры и непропай.
Виды контроля:
1) Входной контроль исходных материалов;
2) Пооперационный контроль;
3) Визуальный контроль соединения (можно обнаружить галтели и хлопуны);
4) Контроль форм и размеров панели (УМИ и шаблоны КШКС, линейки, щупы);
5) Выявление внутренних дефектов:
а) рентген или графический метод.
Применяются Re - лучи или g - лучи.
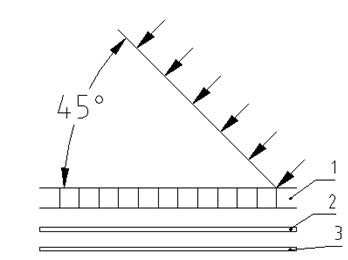
1 – Сотовая панель;
2 – Фотопленка;
3 – Экран из Sn или Pb
(для защиты и усиления свечения).

На экране увидим:
 – 1) метод
малочувствителен (дефекты ³ 0,1 мм);
– 1) метод
малочувствителен (дефекты ³ 0,1 мм);
2) большой расход пленки;
3) метод трудоемок.
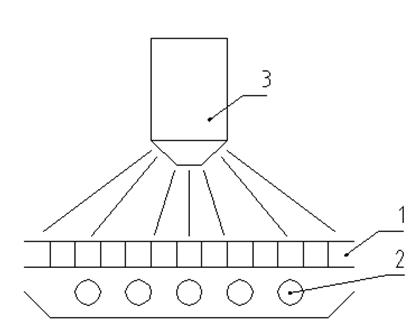
б) тепловой метод
1 – Сотовая панель;
2 – Лампы ИКИ;
3 – Контрольная жидкость.
Хорошо спаянные участки лучше проводят тепло. Контрольная жидкость распыляется струей воздуха и испаряется на нагретых участках, а в холодных местах концентрируется.
+ Высокая производительность Q = 148 м2 / час.
2.5 Технология выполнения клеевых соединений.
2.5.1. Общие сведения.
Склеивание - процесс получения неразъемного соединения за счет адгезии затвердевшего клея.
Достоинства:
1) равномерное распределение в шве, относительно высокая усталостная прочность.
2) снижение массы конструкции
3) герметичность соединения
4) высокое качество внешних обводов
5) высокая коррозионная стойкость
6) возможно соединение разнородных материалов
Недостатки:
1) ограниченная т. стойкость
2) низкая прочность при неравномерном отрыве
3) снижение прочности при повышении температуры
4) старение клеев
5) необходимость точной подгонки по зазору
dкл – толщина клея,
t - прочностной показатель.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.