Характеристика способа
- более высокая точность разметки
- более высокая взаимозаменяемость узлов
Этот способ применяется в мелкосерийном производстве.
1.4.4. Сборка по СО.
Этот процесс, при котором взаимное положение деталей определяется положением имеющихся на ней СО. Сборка по СО охватывает нежесткие детали, полученные в пр-ве по принципу связанного изготовления с применением плазово-шаблонного и других методов увязки.
По СО собирают узлы, панели, отсеки.
1.4.4. Сборка по сборочным отверстиям (СО)
Это процесс, при котором взаимное положение деталей определяется положение имеющихся на них СО.
Сборка по СО охватывает нежесткие детали, получаемые в производстве по принципу связанного изготовления с применением плазово-шаблонного и других методов увязки деталей и оснастки.
Базирование по СО возможно при сборке узлов, панелей, отсеков.
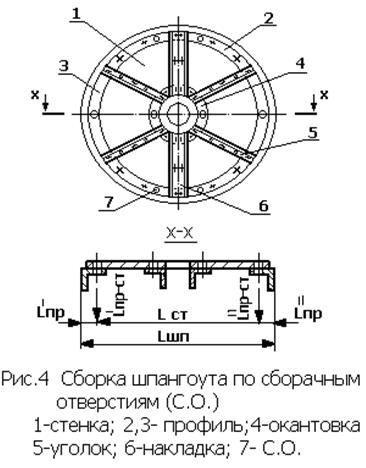 |
Lшп – длина шпангоута;
Lпр-ст – величина номинально равная 0, отклонение которой выражает смещение деталей при сборке за счет зазоров между технологическим фиксатором и стенкой сб. отв. (СО);
Lст – размер стенки по СО;
Lпр – размер профиля по СО.
Сборочная размерная цепь образования внешнего обвода шпангоута (в сечении Х-Х) имеет вид:
Lшпх = Lст + 2Lпр + 2Lпр-ст
Погрешность замыкающего звена равна сумме составляющих звеньев, поэтому погрешность изготовления шпангоута имеет вид:
DLшпх = DLст + 2DLпр + 2DLпр-ст ± Сi
Сi – величина погрешности, учитывающая изменение обвода изделия в результате упругих деформаций при сборке и температурных влияний (берется из таблицы)
Для определения DLст и DLпр необходимо составить подетальные разм. цепи или воспользоваться таблицей операционных погрешностей
DLшп = ± (1,5 …1,8) мм – такая точность не всегда достаточна, поэтому сборка по СО возможна при наличии широких допусков на обводы
Вид поставки деталей а) Стенка поступает на сборку с СО к обводам, уголкам и накладкам.
б) Обводы, уголки и накладки поступают с НО и СО к стенке.
Порядок сборки
1. Установить на стенку все детали по СО и зафиксировать пружинами или винтовыми фиксаторами (или тех. болтами).
2. Сверлить по НО обводов, уголков, накладок отверстия под заклепки.
3. Клепать.
4. Снять фиксаторы или тех. болты.
5. Сверлить СО до номинала.
6. Клепать.
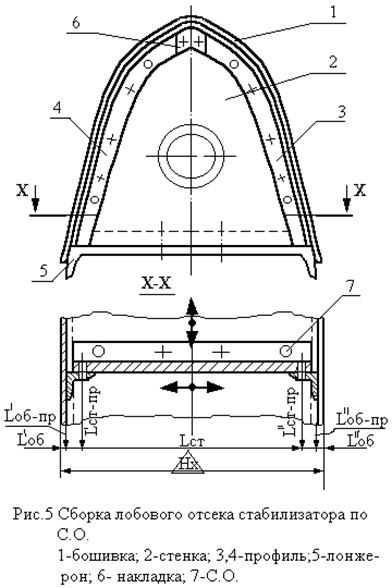 |
Составим размерную цепь:
Hх = Lст + 2Lпр + 2Lоб + 2Lоб-пр + 2Lст-пр + Lфиксац. ст
Hх – номинальный размер внешнего обвода в сечении Х-Х;
Lст, Lпр – номинальные размеры, опред. положение СО в стенке и профилях;
Lоб – номинальная толщина обшивок;
Lоб-пр – номинально равная нулю величина, отклонение которой выражает неплотное прилегание обшивки к профилю;
Lст-пр – номинально равная нулю величина, отклонение которой выражает смещение профиля относительно стенки;
Lфиксац. ст – номинально равная нулю величина, отклонение которой отражает смещение стенки относительно лонжерона при фиксации по СО.
Размерная цепь состоит из большого числа звеньев, что указывает на большие погрешности. DHх = ± 2,4 мм.
Сборка по СО отсеков возможна при широких допусках на обвод.
Если вместо сборной нервюры взять цельноштампованную, то погрешность уменьшится.
Порядок сборки
1. Собрать носки нервюр по СО. Накладка устанавливается по месту. Сверлить, клепать.
2. Установить носки нервюр на лонжерон по СО. Крепить пружинными фиксаторами. Сверлить по НО нервюр отверстия в лонжероне под винты.
3. Установить обшивку на носки нервюр, базируя ее по длине по обрезу первого носка. Прижать резиновыми лентами.
4. Перевести шесть НО (по три с каждой стороны) с каждого носка на обшивку с помощью переводки.
5. Снять обшивку и просверлить отверстия 2,6 мм по накерненным центрам.
6. Снять носки нервюр с лонжерона и приклепать анкерные гайки на отбортовки, прилегающие к лонжерону.
7. Установить носки нервюр на обшивку, базируя на переведенные в обшивке отверстия. Закрепить пружинными фиксаторами.
8. По НО отбортовок носков отверстия в обшивке зенковать, клепать.
9. Снять пружинные фиксаторы, рассверлить до номинала, зенковать, клепать.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.