Для ответственных узлов из материалов с пределом прочности не менее 120 кгс/см - закалка с отпуском.
9. Нанесение антикоррозионных покрытий.
Подготовка поверхности и оксидирование или покрытие эмалями и др.
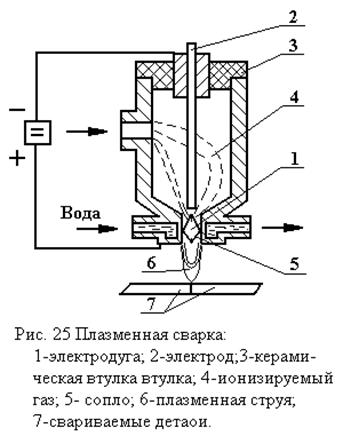 |
Бывает двух видов:
- сварка плазменной струей, выделенной из дуги
- сварка плазменной струей, совмещенной с дугой
tструи > 10000 °С … 40000 °С
Газ: Ar, He, H, N, ацетилен
Материал: стали, сплавы тугоплавких металлов: Ti, Mo, W, стекло, керамика, d = 0,1...25 мм.
Применение пока ограничено. Например, на ДС-10 - трубопроводы из нержавеющей стали.
Оборудование:
плазматроны ГЗД – стационарные и переносные пистолеты.
+ 1) возможность сварки тугоплавких материалов,
2) высокая производительность Vсв = 40...130 см/мин.
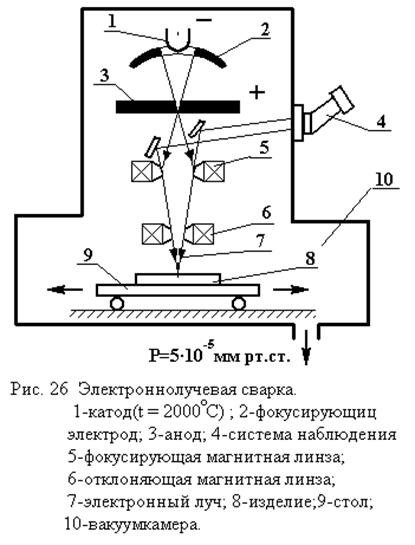 |
Установка представляет собой электронную пушку. Ускоряющее напряжение между катодом и анодом Uк-а = 10...15 В, J = 50...500 mА, sпятна = 0,1 кв. мм, tпятна = 6000 °С.
Область применения: узлы шасси, сотовые блоки, трубопроводы.
Материалы: сплавы Al, Fe, Ti, Mg, Cu, Mo, Ni, W, разнородные материалы (Cu- сплав + Al-сплав, сталь + Al-сплав и др.). d = 0,01...200 мм.
Оборудование: ЭЛУ-22 (сварка шасси), У-101, У-68 (трубы).
+ 1) возможность сварки разнородных материалов, для этого пятно располагают так, чтобы большая часть приходилась на более тугоплавкий материал,
2) возможность сварки тугоплавких материалов,
3) большая глубина проплавления,
4) малое коробление из-за малой площади пятна,
5) высокая производительность Vсв = 40...150 см/мин.
- 1) высокая стоимость оборудования,
2) большой цикл создания вакуума,
3) высокая точность подгонки деталей по кромкам,
4) высокая точность ведения луча по шву.
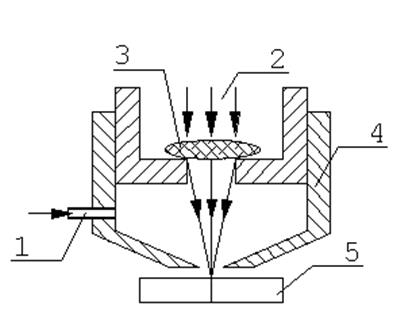
V. Лазерная сварка
1 – защитный газ;
2 – луч лазера;
3 – объектив;
4 – защитный кожух (сопло);
5 – деталь.
Используются твердотельные лазеры, работающие в непрерывном и импульсном режимах.
Мощность импульса Wимп = 10 ... 15 МВт, время tимп = 10 нсек, sпятна = l2, для сварки используется sпятна = 0,05 ... 0,2 мм, tпятна = 20 х 106 К.
Применяются, в основном в приборостроении. В СС - в стадии промышленного опробования.
Материалы - все, и разнородные.
Оборудование: установки СУ-1, Искра-8, Свет-30 и др.
+ 1) сварка любых и разнородных материалов
2) малое коробление из-за малой площади пятна и малого времени импульса
3) высокая производительность.
Сравнение мощности различных видов сварки плавлением
|
Источник нагрева |
Удельная мощность, т/см2 |
|
Ацетиленокислородное пламя |
4 х 104 |
|
Электрическая дуга |
105 |
|
Плазменная струя |
107 |
|
Электронный луч |
104 … 109 |
|
Луч лазера |
1011 … 1013 |
2.3.3. Сварка давлением.
I. Контактная электросварка.
Осуществляется за счет местного расплавления деталей в местах их контакта проходящим через них током при одновременном обжатии их электродами.
Количество выделяемого тепла Q = 0.24 х J2 х R х t – закон Джоуля-Ленца.
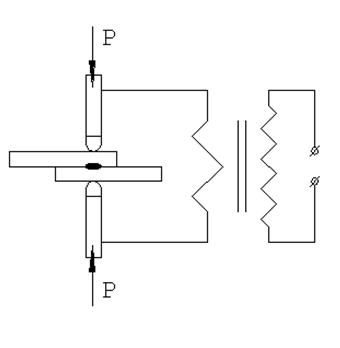 1. Точечная электросварка (ТЭС).
1. Точечная электросварка (ТЭС).
iстали = 500...1000 А/мм2;
iАl-сплав = 1000...2000 А/мм2;
U = 0,5 ... 10 В, P = 50 ... 1500 кгс;
tимп = 0,04 ... 2 с.
Область применения: панели, нервюры, шпангоуты, сотовые блоки, лонжероны.
Материал: стали, сплавы Al, Mg, Ti, d = 0,1 … 6 мм.
Оборудование: машины точечной сварки: МПТ-300 (сталь) и др., установка УТС с ЧПУ, "клещи".
+ 1) высокая производительность: 250...6000 точек/час,
2) малый расход энергии,
3) малое коробление,
4) возможность сварки тонких листов,
- 1) трудность осуществления антикоррозийной защиты,
2) снижение прочности на срез сварной точкой по сравнению с основным материалом на 10...40%,
3) плохая работа на отрыв (в 2...3 раза хуже, чем на срез),
4) вмятины поверхности (0.15...0.25)
5) пониженная выносливость из-за концентрации напряжений.
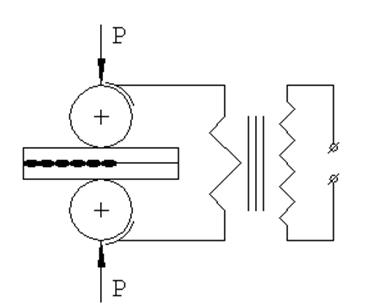
2. Роликовая электросварка (РЭС).
J = 10 ... 50 кА, U и P тоже;
Vсв = 50 ... 200 см/мин.
Область применения та же, еще баллоны.
Материалы – те же, d = 0.2...3.5 мм.
Преимущества те же, еще герметичность.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.