5) большая шероховатость поверхности по сравнению с пайкой и склеиванием;
6) нарушение антикоррозионного покрытия из-за трещин при ударной клепке.
2.2.2. Виды швов
По конструктивному признаку:
![]() - внахлест (узлы каркаса планера)
- внахлест (узлы каркаса планера)
![]()
![]()
![]() - встык с одной накладкой
(обшивки, узлы каркаса)
- встык с одной накладкой
(обшивки, узлы каркаса)
 |
![]()
![]()
![]() - встык с двумя накладками
(силовые узлы планера)
- встык с двумя накладками
(силовые узлы планера)
![]()
![]()
![]()
![]()
![]() -
стрингерное
-
стрингерное
По степени герметичности:
1) прочные швы;
2) прочные - плотные (т.е. герметичные).
2.2.3. Типы заклепок
 |
|
Специальные типы заклепок составляют в настоящее время 20%.
Материал заклепок: алюминиевые сплавы: В94, В65, Д18П, Д19П, АМг, АМц; стали: 30ХГСА, Х18Н9Т, 20Г2.
 Форма головок заклепок:
Форма головок заклепок:
Плоская (ЗП) (бочкообразная) Полукруглая
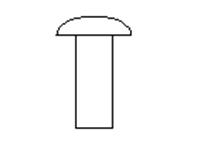
Плосковыпуклая (чечевицеобразная) Потайная (ЗУ)
Головки заклепок маркируют:
 |
 В94 В65 АМц
В94 В65 АМц
. .
вып. вып.
Все заклепки нормализованы: 3531, А-2, 6-7.
2.2.4. Основные технологические операции постановки обыкновенных стержневых заклепок
1. Образование отверстия.
2. Упрочнение (при необходимости).
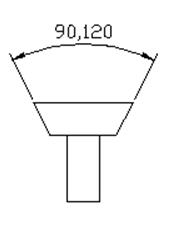
3. Образование гнезда под потайную головку заклепки (при необходимости).
4. Вставка заклепок и натяжка пакета.
5. Клепка.
6. Контроль.
Образование отверстия
Это подготовительная операция, от качества которой во многом зависит качество заклепочного шва.
Методы образования отверстия:
1) пробивка.
Пробивка осуществляется на прессах с применением дыропробивных штампов.
+ высокая производительность
- а) снижение прочности и выносливости вследствие наклепа стенок отверстий и микротрещин;
б) низкая чистота стенок из-за заусенцев;
в) выпучивание листов в зоне отверстия;
г) невозможность образования отверстия непосредственно в стапелях.
Поэтому применяется только для Н.О.
2) сверление.
Сверление менее производительно, но дает хорошее качество стенок отверстия.
Оборудование:
1) пневмодрели n = 500 ... 17000 об/мин.;
2) универсальные станки: вертикально-сверлильный, радиально-сверлильный;
3) специальные сверлильные и сверлильно-зенковальные установки: СУ-Н, СУ-Ш, СЗУ-Ф1, СЗУ-ПК - состоящие из поддерживающих устройств и сверлильно-зенковальных элементов (СЗА – рабочая головка) или радиально-сверлильного станка;
4) СЗВУ - сборочное приспособление со встроенным СЗА;
5) автомат ГСЗ (группового сверления и зенкования).
Инструмент:
спиральные сверла из У7А, У10А (для AL-сплавов);
быстрорез Р9, Р18 (для сталей);
быстрорез с пластинками из твердых сплавов Т15К6, ВК8 и др. (для 30ХГСНА, Ti-сплавов).
Режимы сверления:
n = 500 ... 3500 об/мин. для Ti-сплавов и для AL-сплавов
s = 0,03...0,15 об/мин.
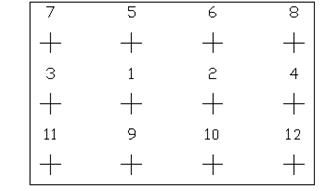
Порядок сверления: для длинномерных деталей каркаса и обшивок для исключения коробления, увода и образования "хлопунов".
Существуют два метода последовательности сверления и клепки:
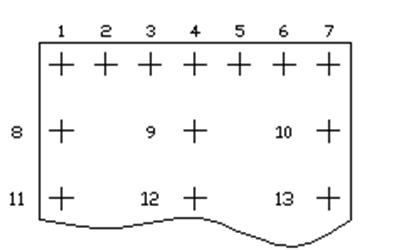 1. Концевой 2.
Центральный накладка
1. Концевой 2.
Центральный накладка
 |
 стрингер
стрингер
Способы ориентирования сверла по центру отверстия:
1) По разметке, погрешность по шагу Dt = ± 0,5 мм;
2) по шаблону с втулками, Dt = ± 0,2 мм;
3) по кондуктору, Dt = ± 0,1 мм;
4) по НО, Dt = ± 0,2 мм;
5) по программе на станках с ЧПУ, Dt = ± 0,05 мм.
Контролируемые параметры:
1) диаметр отверстия: dотв = dз + (0,1 … 0,2), где dз – диаметр заклепки. Проверяется калибром-пробкой.
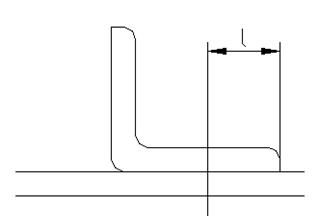 2) шаг: t ± 1 мм.
2) шаг: t ± 1 мм.
3) перемычка: l ³ 2dз
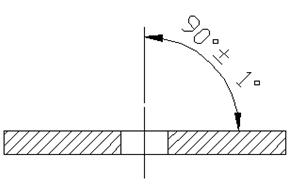 4) перпендикулярность оси
отверстия. Проверяется калибром-пробкой с фланцем, щупом.
4) перпендикулярность оси
отверстия. Проверяется калибром-пробкой с фланцем, щупом.
5) отсутствие эллипсности и огранки. Проверяется нутромером и индикатором.
6) отсутствие заусенцев.
7) отсутствие трещин по стенкам отверстий. Проверяется лупой четырехкратного увеличения.
8) плотность прилегания листов и отсутствие стружки между ними.
Упрочнение отверстия
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.