в) вынуть руль из СП, разобрать.
г) обезжирить поверхность лонжеронов и хвостиков нервюр, нанести подслой клея БФ-2 и термообработать при 1400С.
д) нанести на подготовленную поверхность и блоки пенопласта клей АМБ-3, выдержать.
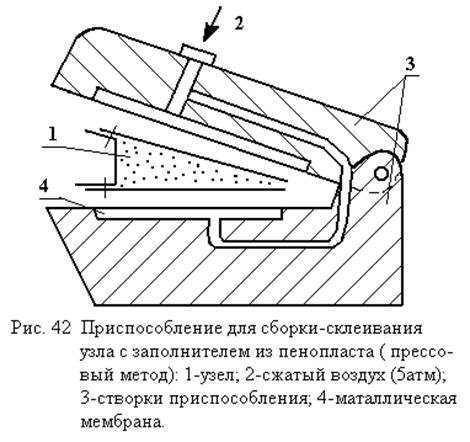
е) приклеить блоки пенопласта прижимными универсальными средствами (струбцинами).
ж) подогнать поверхности блоков пенопласта по обводу хвостиков нервюр (пневмофрезой).
з) подготовить отбортовки хвостиков нервюр и боковые обшивки к склеиванию.
 |
к) клепать боковые обшивки к лонжерону и законцовке.
Установить носки нервюр на лонжерон по анкерным гайкам, клепать лобовую обшивку к носкам и лонжерону, вводя поддержку в отверстия в носках.
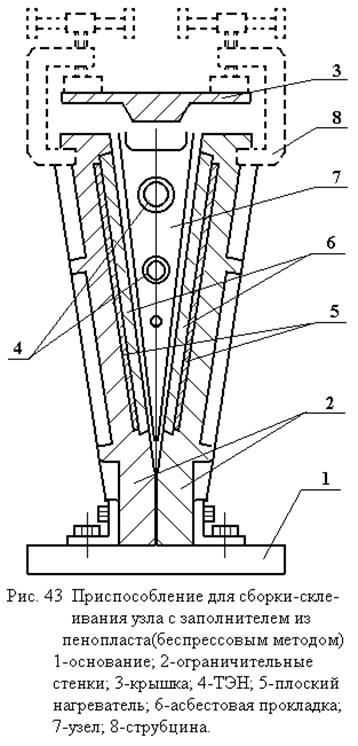
2) Безпрессовый метод.
Вместо блока пенопласта применяется п/ф тех же марок в виде гранул, или порошка. При нагревании он вспенивается, создавая давление 3...5 кг/см2, что__ __достаточно для склеивания с обшивкой.
 |
Порядок склеивания:
а) установить в СП обшивки с нанесенным подслоем клея БФ-2.
б) засыпать гранулы.
в) установить лонжерон с приклепанными хвостиками (на поверхности детали имеется слой БФ-2).
г) нагреть до 150...1800С, выдержать 30 мин., далее процесс аналогичен прессовому методу.
3) Комбинированный метод.
2.6. Технология выполнения комбинированных соединений.
2.6.1. Общие сведения
Комбинированные соединения создаются из условия необходимой прочности, но с устранением недостатков.
Бывают: клеесварные, клеезаклепочные, клеерезьбовые, клепано-сварные, клепано-резьбовые и др.
Назначение: увеличение прочности, увеличение выносливости, герметичности, коррозионной стойкости, жесткости, уменьшению массы, снижение коробления, снижение трудоемкости.
Прочность комбинированного соединения:
Ркомб. = Рå · w, где Рå = Рклея + Рзаклепок,
w < 1/b пластин - коэффициент редуцирования, учитывает разницу свойств, соединяющих сред.
2.6.2. Клеесварное соединение
Существует три варианта:
1) точечная сварка по слою жидкого, или пастообразного клея.
Операции:
а) предварительная сборка узла в СП, подгонка деталей.
б) разборка и подготовка поверхностей с учетом обоих видов соединений.
в) нанесение клея.
г) выдержка и установка деталей в СП.
д) сварка на машинах ТЭС с предварительным обжатием электродами каждой точки.
е) отверждение клея, ТО, положение узла гор., или с наклоном не более 10.
ж) контроль узла.
з) нанесение антикоррозионных покрытий.
2) точечная сварка по клеевой пленке.
а) предварительная сборка узла в СП.
б) разборка и подготовка поверхности.
в) прикатка клеевой пленки, в пленке предварительно пробиты отверстия по трафарету.
г) сборка узла в СП.
д) сварка по трафарету.
е) отверждение клея.
ж) контроль.
з) нанесение покрытий.
Пленки не стойки к кислотам, поэтому перед нанесением покрытий клеевые швы надо загерметизировать.
Недостатки: возможен пережег клея вблизи электродов.
Эти два варианта применяются при большой ширине нахлестки, когда нельзя использовать 3-й вариант.
3) ввод жидкого клея в зазор между листами точечной сварки.
Клей растекается за счет эффекта капиллярности. Клеи с низкой вязкостью: на основе эпоксидных смол.
Усадка у них низкая и отверждение происходит без нагрева.
Достоинства: высокая производительность, возможность механизации и более высокая прочность.
Недостаток: можно применять при малой ширине нахлестки.
2.6.3. Клеезаклепочное соединение
Существует три варианта:
1) клепка по отвержденному клею.
а) сборка узла в СП.
б) сверление отверстий меньше номинала.
в) разборка и подготовка поверхностей.
г) нанесение клея и выдержка.
д) склеивание в СП.
е) рассверливание отверстий до номинала.
ж) клепка прессами.
Достоинства:
- равномерность толщины клея
- отсутствие непроклеев
Недостаток:
- при рассверливании и при клепке возможно растрескивание клея вблизи силовой точки
2) клепка по жидкому клею, пастообразному, или по пленке.
а) предварительная сборка в СП.
б) сверление отверстий в номинал.
в) разборка и подготовка поверхностей.
г) нанесение клея, выдержка.
д) сборка узла в СП и клепка.
е) отверждение клея.
Достоинства:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.