 |
 |
 |
|||
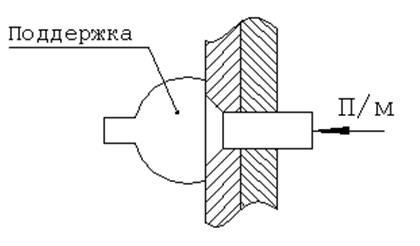 Ударная клепка осуществляется с помощью пневмомолотков и поддержек.
Ударная клепка осуществляется с помощью пневмомолотков и поддержек.
1. Прямая клепка
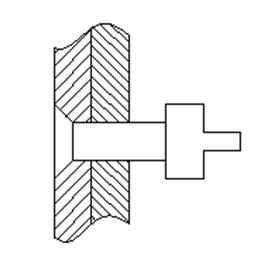 При прямой клепке возможен выход закладной головки из гнезда, что увеличивает
шероховатость поверхности. Здесь необходима более мощная поддержка.
Затрудняется подход к месту клепки. Наблюдается меньшая степень упрочнения при
клепки и большее упрочнение шва.
При прямой клепке возможен выход закладной головки из гнезда, что увеличивает
шероховатость поверхности. Здесь необходима более мощная поддержка.
Затрудняется подход к месту клепки. Наблюдается меньшая степень упрочнения при
клепки и большее упрочнение шва.
2. Обратная клепка
При обратной клепке возможны вмятины обшивки от бойка молотка и невозможна клепка жестких, невибрирующих пакетов.
Выбор способа клепки зависит от условий подхода и требований качества внешней поверхности.
Подбор марок пневмомолотков и поддержек осуществляется по таблицам в зависимости от диаметра и материала заклепки.
Существуют:
1.Редкоударные пневмомолотки n < 1500 уд/мин - для сталей, Ti-сплавов; диаметра заклепок dз ³ 5 мм.
2.Многоударные: n = 1500 ... 4000 уд/мин – для Al-сплавов; dз < 5 мм.
Поддержки по массе подбираются также по таблицам:
Необходимо, чтобы при клепке амплитуда и частота колебаний поддержки и молотка совпадали. При отсутствии таблиц расчет ведется по эмпирическим формулам:
обратная клепка: Gподmin = К х dз;
К = 0,5 – для Al-сплавов, К = 1 – для сталей.
прямая клепка: Gподmin = (3 … 4) х Gобр.
Недостатки ударной клепки:
1) малая производительность
2) ниже, по сравнению с прессовой, качество выполнения соединений
3) шум и вибрации, создающие проф. заболевания.
Для уменьшения вибраций созданы п/м и поддержки с виброгашением.
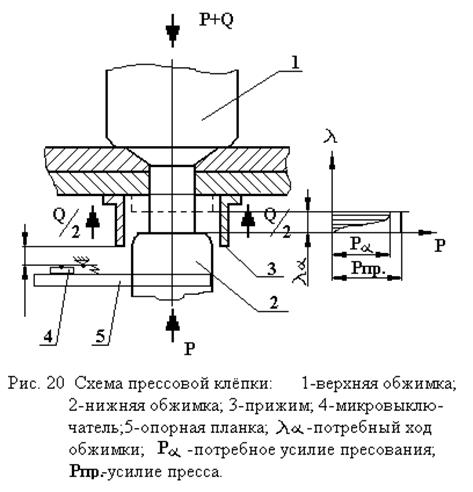
Прессовая клепка характеризуется тем, что стержень заклепки равномерно сжимается как со стороны закладной, так и со стороны замыкающей головок.
Оборудование:
стационарные прессы и переносные прессы-скобы.
Стационарные (снабжаются штампами для одиночной и групповой клепки):
а) пневморычажные КП-204 (Р = 50 кН, одиночная клепка), КП-503 (Р = 250 кН, групповая клепка);
б) пневматические КП-405 (Р = 120 кН, групповая клепка);
гидравлические КП-603 (Р = 700 кН, групповая клепка).
Переносные:
а) пневморычажные КП-104 (Р = 10 кН);
б) гидравлические КПГ-8 (Р = 80 кН);
в) электромагнитные ЭКС (Р = 80 кН).
+ 1) высокая производительность
2) высокое качество
3) стабильность качества
4) хорошие условия труда
5) низкая квалификация рабочих
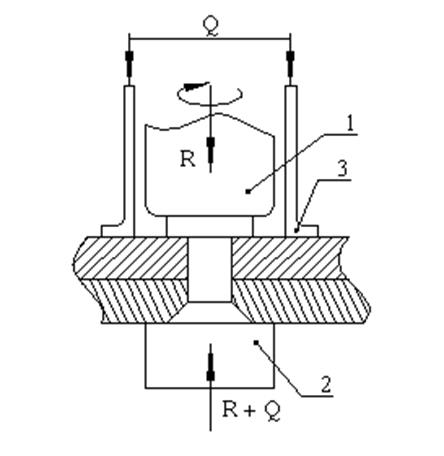 Клепка раскатыванием.
При раскатывании замыкающая головка образуется путем сжатия с одновременным
раскатываем.
Клепка раскатыванием.
При раскатывании замыкающая головка образуется путем сжатия с одновременным
раскатываем.
1 – раскатник
2 – опора
3 – прижимная втулка
Применяется при постановке трубчатых заклепок, а также стержневых, если необходимо уменьшить давление на стенки отверстий (очень тонкие листы, неметаллы, композиты).
Оборудование:
стационарные сверлильные и раскатные станки, снабженные, при необходимости, многошпиндельными головками.
Прессовая клепка сейчас вытесняется автоматической клепкой, так как переход на машинную клепку лишь незначительно повышает производительность всего процесса выполнения заклепочного соединения. Оперативное время выполнения соединения равно:
Топ = Топсверл. + Топзенков. + Топвставки закл. + Топклепки
Типы автоматов:
СКАК (dз = 6 мм, 12 закл/мин, Р = 100 кН) и АКС(8 мм, 10 закл/мин, 160 кН)
На автоматах выполняются следующие операции:
1) выравнивание поверхности узла относительно оси инструмента,
2) образование отверстия и гнезда,
3) вставка заклепок
4) образование замыкающей головки,
5) снятие излишка замыкающей головки при потайной клепке стержнями (путем фрезерования),
6) отвод инструмента,
7) перемещение изделия на шаг клепки.
Контролируемые параметры клепки
1. Плавность обводов, т.е. отсутствие хлопунов, вмятин и волнистости обшивки. Контролируется жесткой линейкой и щупом.
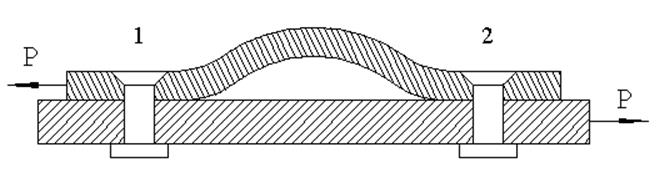
Вначале вступит в работу точка 1, точка 2 начнет работать после распрямления хлопуна, но к этому моменту точка 1 может разрушиться. Кроме этого ухудшается аэродинамика.
Способы устранения хлопунов:
1) выдерживание последовательности клепки (концевой и центральный способы); 2) чередование замыкающей и закладной головок;
3) расположение замыкающей головки со стороны более жесткого листа;
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.