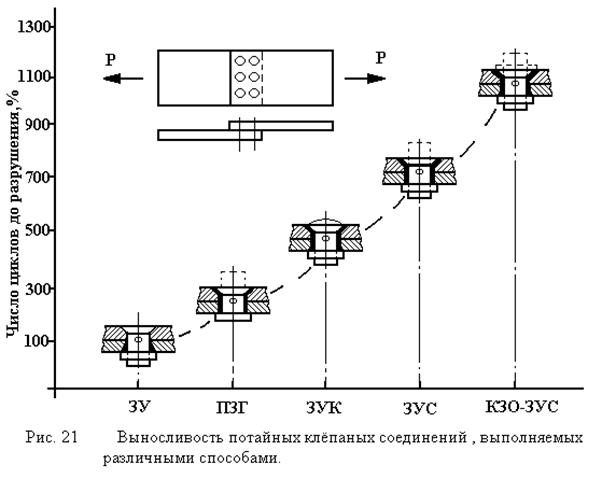
4) клепка заклепками ЗУК, ЗУС.
2. Плотность прилегания листов. Зазор между листами надо контролировать с помощью щупа.
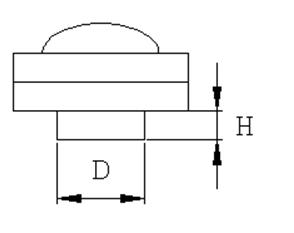 3. Высота замыкающей головки и
диаметр. Контролируется предельными шаблонами.
3. Высота замыкающей головки и
диаметр. Контролируется предельными шаблонами.
Н = (0,4 … 0,6) х dз
D = (1,4 … 1,6) х dз
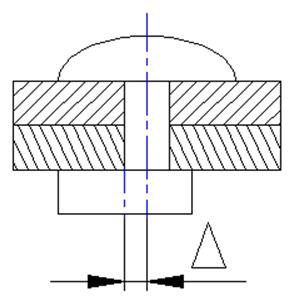
4. Соосность головок (при несоосности – эллипс)
Снижается работа отрыва.
 5. Выступание, западание
потайных головок. Контролируется индикаторным приспособлением. Это приводит к
ухудшению аэродинамических свойств, а при западании – ослабление прочности.
5. Выступание, западание
потайных головок. Контролируется индикаторным приспособлением. Это приводит к
ухудшению аэродинамических свойств, а при западании – ослабление прочности.
6. Плотность прилегания головок. Контролируется щупом. Это приводит к увеличению шероховатости поверхности и снижению прочности.
7. Качество поверхности замыкающих головок, то есть отсутствие трещин. Контролируется лупой 4-ого увеличения. Возникают при ударной клепке от переклепа (то есть превышение числа ударов, N = 30)
2.2.5. Постановка заклепок специальных типов
Двусторонняя клепка
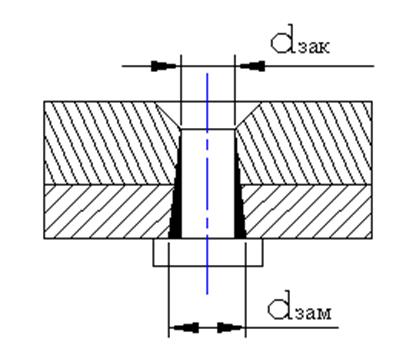 1. ЗУК (заклепка углубленная с
компенсатором), ЗУС (заклепка углубленная - стержень), КЗО-ЗУС (клепка в
замкнутом объеме). При клепке происходит раздача стенок отверстий, то есть
упрочнение.
1. ЗУК (заклепка углубленная с
компенсатором), ЗУС (заклепка углубленная - стержень), КЗО-ЗУС (клепка в
замкнутом объеме). При клепке происходит раздача стенок отверстий, то есть
упрочнение.
Деформация упрочнения равна:
wзам = [(dзам – dо) / dзам] х 100 %;
wзак = [(dзак – dо) / dзак] х 100 %;
w – деформация материала отверстия,
d – диаметр отверстия до клепки.
Величина w зависит от материала детали и заклепки, метода клепки, формы замыкающей головки.
Для ЗУ характерно:
1) малая степень деформации;
2) отсутствие деформаций в области закладной головки;
3) неравномерная раздача стенок отверстия, что снижает прочность, выносливость и вызывает коробление.
 |
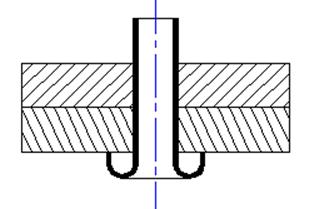 |
2. Трубчатые заклепки
Преимущества:
малая масса, малое коробление.
Недостатки:
плохая работа на отрыв и ограниченная на срез.
Применятся:
1) для склепывания очень тонких листов для создания равнопрочности по смятию листов и срезу заклепок,
2) для склепывания листов из неметаллов, имеющих малое относительное удлинение.
Метод постановки - раскатывание
3. Заклепки с высоким сопротивлением срезу
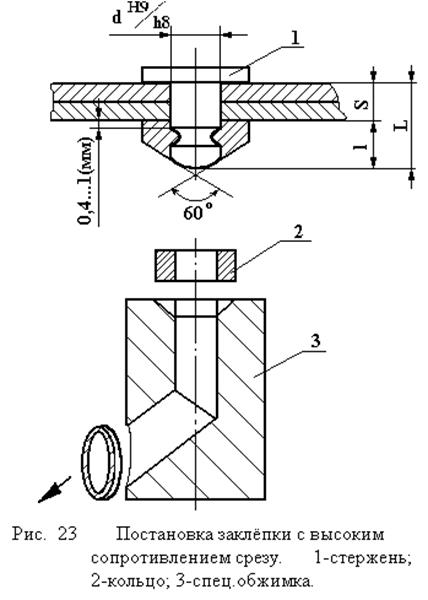 |
Применяют в силовых элементах конструкции, работающих на срез: силовых шпангоутах, лонжеронных.
 Особенность - плохая работа на отрыв. Заменяют по прочности на срез болты,
но легче, дешевле, требуют меньше времени на постановку.
Особенность - плохая работа на отрыв. Заменяют по прочности на срез болты,
но легче, дешевле, требуют меньше времени на постановку.
Оборудование: прессы, п/м.
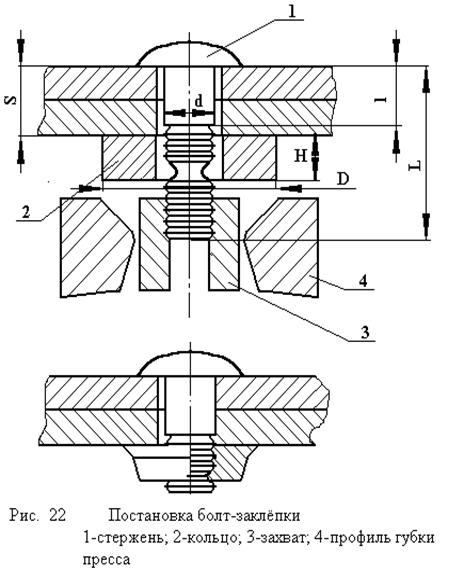
4. Болт – заклепки
Заменяют по прочности на срез и на отрыв болты, но легче, дешевле и требуют меньше времени на постановку.
Если пакет из КМ, то ставят шайбы под кольцо.
Для постановки используют переносной пресс ПБ61П (Р = 30 кН)
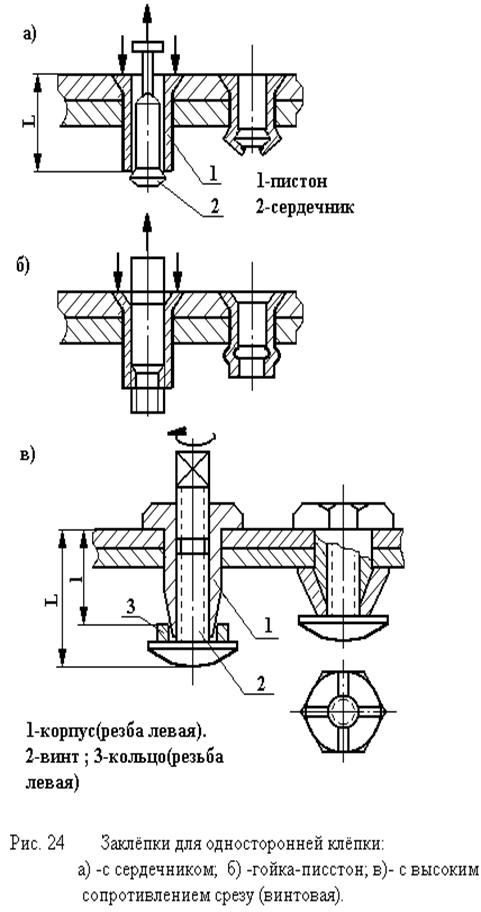
Односторонняя клепка
Область применения: панели с двойной обшивкой, люки, рули и т.д.
1. Заклепки с сердечником (1 – пистон (Д18), 2 – сердечник (В95))
Оборудование и инструмент:
пресс ПС-52, пневмокусачки ПК-51, пневмофреза ПФ-21.
Контроль динамометром на провал обязателен.
2. Гайки-пистоны (1 – пистон (Д18П, С15)). Для прочности вворачивают винт с потайной головкой.
Оборудование:
переносной пресс-винтоверт ИОК-ГП-1.
3. Взрывные заклепки (материал - Д16П, В65, 30ХМА).
Инструмент:
нагреватель (типа паяльника) – электронагреватель.
Недостаток:
возможность повреждения детали продуктами сгорания (резиновые маты).
4. Винтовые – с высоким сопротивлением срезу (1 – корпус (30ХГСА), 2 – винт (30ХГСА), 3 – кольцо (Х18Н10Т)). Контроль по Мкр тарированным ключом.
 |
Оборудование:
пресс-винтоверт ИОК-ВС-1.
Все заклепки односторонней клепки имеют:
+ меньшая трудоемкость.
Меньшая масса (кроме 4).
- меньшая прочность на срез и отрыв (кроме 4).
Большая технологическая стоимость шва, чем стержневые двухсторонние заклепки.
2.2.6. Особенности технологии выполнения заклепочного соединения деталей из композиционных материалов (КМ)
Гетерогенность структуры композиционных материалов (КМ), малое относительное удлинение, абразивное воздействие армирующих волокон существенно изменяют операции образования отверстия и клепки.
1. Образование отверстий
Способы: а) сверление б) пробивка в) формование
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.