Для увеличения прочности и выносливости заклепочных швов в ответственных местах применяют упрочнение материала детали в зоне отверстия.
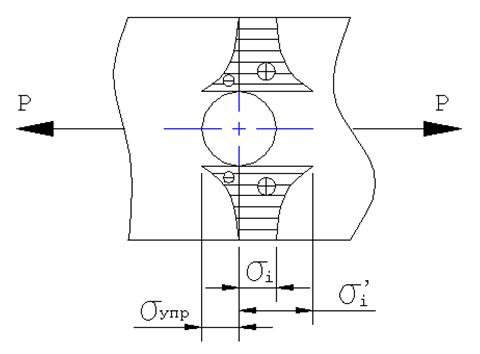
si’ – максимальное растягивающее напряжения в зоне отверстия.
sупр – максимальное упрочняющее (сжимающее) напряжение в зоне отверстия.
si – действительное максимальное напряжение в зоне отверстия.
si = si’ – sупр
Для упрочнения мы добиваемся снижения коэффициента концентрации напряжений.
Методы упрочнения:
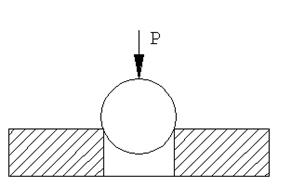 1) обжатие кромок отверстия
шариками или коническими обжимками в несколько переходов.
1) обжатие кромок отверстия
шариками или коническими обжимками в несколько переходов.
Робж = 1,5..3 тс (шарик) (выносливость увеличивается в 3 раза)
Робж = 3...5 тс (коническая обжимка) (выносливость увеличивается в 5 раз).
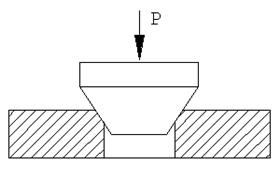 2) обжатие конической части
отверстия
2) обжатие конической части
отверстия
sобж = 35 кгс/кв. см. (AL-сплав) (увеличение выносливости в 2,5 раза)
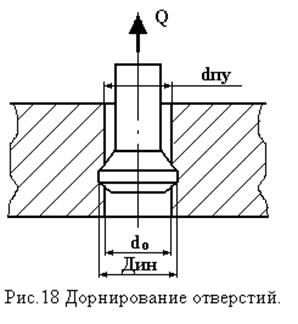 3) дорнирование. Выносливость
увеличивается в 2 раза.
3) дорнирование. Выносливость
увеличивается в 2 раза.
Q - потребное усилие = 250...500 кгс
Оборудование: стационарные и переносные прессы, протяжные устройства
Смазка: трансформаторное масло + керосин
dпу < do < Дин
dпу – отверстия под упрочнение (из под сверла), dпу ³ 4,5 мм;
Дин – диаметр дорна;
do – отверстия после упрочнения.
dн = [(Дин – dпу) / dпу] х 100 % – деформация натяга при упрочнении
dупр = [(Дин – dо) / dо] х 100 % – упругая деформация
dос = [(dо – dпу) / dпу] х 100 % – остаточная деформация
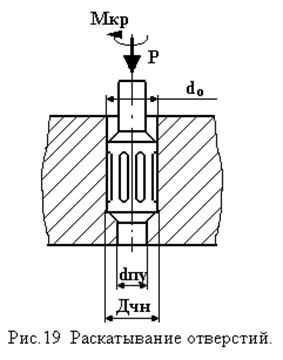 4) раскатывание. Увеличение
выносливости в 1,5 раза.
4) раскатывание. Увеличение
выносливости в 1,5 раза.
Р = 35...40 кгс; Мкр = 45 кгс мм V = 3...20 м/мин
Оборудование: стационарные сверлильные станки и СЗУ.
Менее производительный процесс, чем дорнирование.
Применяется при больших диаметрах отверстий (dпу ³ 6 мм, причем обязательно отверстие развертывать перед процессом).
Образование гнезда под потайную головку заклепки
При потайной клепке необходимо подготовить гнезда для закладной или замыкающей головки заклепок. Потайная клепка составляет 65-70% от общего числа клепальных операций.
 Способы образования гнезд:
Способы образования гнезд:
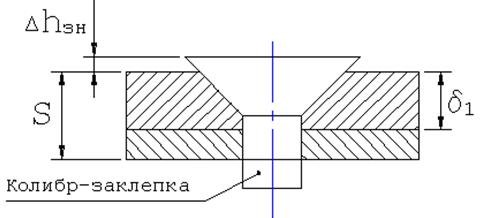
1) зенкование верхнего листа:
Условие выполнения:
d1 > hг
Dhзн = Dhкл – Dhг
hг – высота потайной головки;
Dhзн – погрешность зенкования;
Dhкл – погрешность клепки, равная 0 … 0,2 мм;
Dhг – погрешность высоты потайной головки, равная 0 … 0,1 мм;
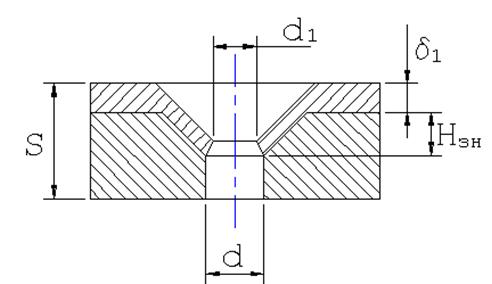
2) штампование верхнего листа и зенкование нижнего:
Условие выполнения:
d1 < hг; s > d
s – толщина пакета;
d – диаметр отверстия;
d1 – диаметр под заклепку.
Глубина зенкования:
Hзн = hг + (Ö2) d1 (при угле потайной головки 90°)
Hзн = hг + (2 / Ö3) d1 (при угле потайной головки 120°)
Варианты:
а) штампование пуансоном (П) и матрицей (М)
б) штампование головкой заклепки при d1 = 0,5-0,8
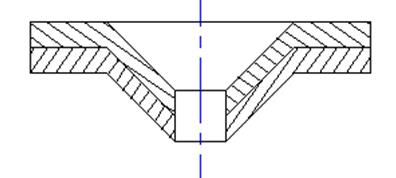
3) штампование верхнего и нижнего листов:
Условие выполнения:
s £ d; d1 < hг
Варианты:
а) П и М раздельно для каждого листа;
б) П и М совместно;
в) штампование верхнего листа головкой заклепки при малых d1.
Оборудование:
то же, что и для первой операции и еще прессы; насадки для регулирования глубины зенкования ЗН-1 и др.
Инструмент: зенковка с направляющей шпилькой, сверло-зенковка (цельная, составная).
Материал что и для сверления.
Контролируемые параметры:
1) глубина гнезда. Осуществляется калибр-заклепкой + индикатор
2) перпендикулярность оси гнезда к поверхности детали. Осуществляется индикатором и щупом. Допуск 1°.
Вставка заклепок и натяжка пакета
Вставка заклепок осуществляется вручную, лишь 10-15% - автоматически. Следят за диаметром, материалом и длиной заклепок. Натяжка пакета необходима для того, чтобы не происходило вытеснение заклепки в зазор между листами (ухудшение работы на срез, отрыв, разрыв; коробление; потеря жесткости шва). При прессовой клепке натяжка осуществляется с помощью прижимных планок штампа, при ударной - путем простукивания пневмомолотком вокруг заклепки или с помощью специальной клепки.
Клепка
Клепка - процесс, состоящий в осаживании выступающей из листа части заклепки и образовании из нее замыкающей головки.
По степени механизации клепка классифицируется:
- ручная - 5%
- механизированная - 35...40% (пневмомолотки)
- машинная - 50...60% (прессы)
- автоматическая - 5...10%
|
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.